Концентрирование водных растворов органических соединений с
advertisement

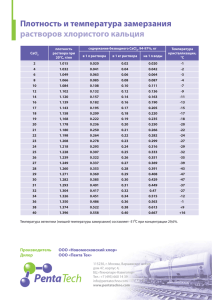
Концентрирование водных растворов органических соединений c использованием сверхкритических флюидных сред Ф.М.Гумеров Казанский государственный технологический университет, Казань, Россия, gum@kstu.ru - В 1975 году только в США на процессы дистилляции в химической и нефтеперерабатывающей отраслях промышленности расходуется около 3% национального энергопотребления; - В частности, в 1976 году в США коммерческие объёмы производства лишь этанола составили около 400 тыс. тонн, чему соответствуют внушительные энергозатраты на этапе дистилляционного разделения водно-этанольного раствора, оцениваемые в 8,5·109 МДж; - Как следствие, отмечалось, что даже незначительное усовершенствование процесса может явиться источником существенного энергосбережения; - Первичная цель - задача преодоления азеотропного состава (для водно-этанольного раствора 89,4 % мольн. или 95,5 % вес.). При отсутствии этой возможности предлагалось изучить потенциал иных подходов и, в том числе, сверхкритического флюидного экстракционного процесса. Предпочтение изначально отданное СО2, как к экстрагенту для СКФЭ -процесса, обусловлено в дополнение к его доступности, дешевизне, негорючести, взрывобезопасности и нетоксичности: - высокой селективностью, проявляемой диоксидом углерода, по отношению к этанолу при его извлечении из водной фазы - относительно низкой растворимостью диоксида углерода в водной фазе и, в частности, в водно-этанольном растворе; - более высокой летучестью СО2 по сравнению с той, что характерна для многих органических соединений (этанол, уксусная кислота, метилэтилкетон и др.), экстрагируемых из водной фазы; - низкой теплотой парообразования жидкого (субкритического) СО2, составляющей лишь 1/5 и 1/13 части теплот парообразования обычных органических растворителей и воды, соответственно, и определяющей пониженное энергопотребление в кипятильнике; - и, наконец, значительно более низкой вязкостью и высокой диффузионностью, характерными в целом сверхкритическим флюидным экстрагентам. Принципиальная схема концентрирования водно-этанольного раствора с использованием сверхкритического СО2 – экстракционного процесса и с этапом сепарации, реализованным через сброс давления в дроссельном вентиле. Значения коэффициента фазового распределения для систем «вода-спирт-диоксид углерода» при 298 К и 7,6 МПа (мольная основа). Значения коэффициента фазового распределения для системы «вода–этанол–диоксид углерода/сорастворитель» (вес. основа). Принципиальная схема концентрирования водных растворов органических соединений с использованием сочетания сверхкритического СО2 – экстракционного и дистилляционного процессов. Схема концентрирования водно-этанольного раствора с адсорбционным процессом на этапе регенерации основного экстрагента: 1–сосуд брожения; 2–жидкостный насос; 3–экстрактор; 4– дроссельный вентиль; 5, 7–попеременно функционирующие адсорберы; 6, 10–компрессора; 11–колонна регенерации десорбирующего экстрагента и выделения конечного продукта;12 – теплообменник. Схема интегрированного процесса концентрирования водно–этанольного раствора, включающего дистилляцию и первапорацию . Значения коэффициента фазового распределения для систем «вода - спирт -н-бутан» при условии бесконечного разбавления и Р=5 МПа (мольная основа). Н-бутан, Ткр=425,16 К Растворимость воды в пропане на до- и околокритических изотермах Растворимость воды в диоксиде углерода на суб- и сверхкритических изотермах Относительная летучесть воды (а12) в условиях дистилляционной колонны, предназначенной для регенерации суб- или сверхкритического флюидного экстрагента. Молярное соотношение «этанол / вода» в жидкой фазе равно 10. Относительная летучесть воды (а12) в бинарных смесях с пропаном, пропиленом и диоксидом углерода по результатам экспериментальных и расчётно-теоретических исследований. Наиболее общие критерии подбора веществ на роль суб- или сверхкритическического флюидного экстрагента, предполагаемого к использованию в задаче концентрирования водных растворов оксисоединений, включают: 1. Способность выполнять функции энтрейнера в колонне регенерации экстрагента; 2. Критическая температура, превышающая 350 К; 3. Неформирование азеотропных составов; 4. Низкая растворимость в воде. Показатели «пропановой» технологии превосходят результаты, полученные с использованием диоксида углерода. Соотношение масс «пропан / исходный водно-этанольный раствор», численно равное 3-4 (вместо 15 для системы «диоксид углерода / исходный водно-этанольный раствор») является основой для значимого энергосбережения, компактности массообменного оборудования и, в целом. Большей экономической эффективности процесса концентрирования водно-этанольного раствора. Как следствие, в начале 90-х годов прошлого столетия в Японии, именно, «пропановый» процесс и был реализован в промышленном масштабе. Авторы реализации констатируют факт 50 % экономии энергии при сопоставлении с затратами, имеющими место в традиционном дистилляционном процессе. Сравнение экономических показателей предприятий, предназначенных для концентрирования водного раствора изопропанола, в основе которых процессы сверхкритической флюидной СО2 –экстракции и дистилляции. Общие затраты на осуществление процесса концентрирования водного раствора ацетона, с использованием сверхкритического диоксида углерода. Блок-схема традиционного технологического процесса каталитического окисления этилена и восстановления оксида этилена: 1-реактор каталитического окисления; 2 - абсорбер высокого давления; 3 - десорбер; 4-узел очистки оксида этилена. Схема концентрирования водного раствора оксида этилена с помощью сочетания процессов сверхкритической флюидной СО2 – экстракции и дистилляции (1–экстрактор, 2 – дистилляционная колонна, 3 - теплообменник). Зависимость коэффициента фазового распределения оксида этилена (мольная основа) в системе «вода-оксид этиленасверхкритический диоксид углерода» от давления на изотермах 308К (1,2) и 323 К (3); 1,3 – установка циркуляционного типа; 2 – установка, реализующая статическую схему. «CHEMCAD» - схема концентрирования водного раствора оксида этилена с помощью сочетания процессов СО2- экстракции и дистилляции ( последнее лишь в целях регенерации экстрагента и восстановления экстракта), где, С-101 – экстрактор; С-102 – дистилляционная колонна; К-101 – компрессор; Е-101, Е-102, Е-103 – теплообменники; V-101, V-102 – технологические сосуды; Р-101ав, Р102ав – насосы; М-101 – смеситель; цифрами обозначены соответствующие потоки. Результаты проектирования экстракционной колонны С-101. Результаты проектирования дистилляционной колонны С-102. Итоговые экономические показатели предприятия на этапе концентрирования водного раствора оксида этилена с использованием сверхкритического флюидного СО2 – экстракционного процесса и пентановой добавки при дистилляционном разделении нагруженного экстрагента. Результаты экономического анализа различных вариантов реализации процесса концентрирования водного раствора оксида этилена для предприятия мощностью в 28000 т/год. Результаты многочисленных прикладных работ в настоящем уже получены на основе строгих характеристик фазового равновесия для соответствующих систем, что особенно видно на примере решения задачи концентрирования водноэтанольного раствора. Однако неприятие глубокой модификации существующих технологических установок на предприятиях продолжает сохраняться. Вместе с тем, является очевидным, что это неприятие не может продолжаться бесконечно. Процессы морального и физического старения технологического оборудования скорее рано, чем поздно подвигнут предприятия к обновлению основных фондов. Достаточно отметить, что установки получения оксида этилена в рамках традиционных подходов в открытых акционерных обществах «Нижнекамскнефтехим» (около 100,0 тыс. т/год) и «Казаньоргсинтез» (около 80,0 тыс. т/год) функционируют уже свыше 30 лет. Спасибо за внимание!