«Россия – лидер европейского авторынка. Чем ответят
advertisement

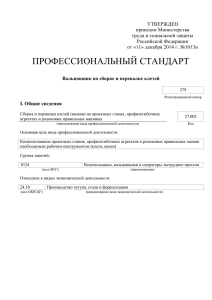
10‐й металлургический саммит в Москве 26‐27 июня 2012 г. «Россия – лидер европейского авторынка. Чем ответят производители стали?» тыс. шт. 7000 80% 6000 5000 4000 3000 6.9% ‐1.4% 2.9% 60% 45.2% 41.7% 5.1% 11.5% 21.1% 13.9% 40% 25.9% 20% 1.3% 0% ‐3.7% ‐5.7% ‐4.5% ‐4.1% ‐13.0% ‐17.6% 2000 ‐12.4% ‐20% ‐22.3% ‐40% 1000 ‐61.9% ‐60% ‐80% 0 Объем производства в 2011 году % изменения 2010 к 2011 гг. Источник: OICA 2 Топ‐5 европейских стран по продаже легковых и коммерческих автомобилей в 2010 и 2011 гг. 4 3.5 3.2 2.9 3 2.6 2.7 2.3 2.0 2.2 2.2 2 1.9 1 0 Герма ния Россия Фра нция 2010 Великобритания Ита лия 2011 Динамика изменения продаж легковых и коммерческих автомобилей в топ‐5 европейских стран в 2011 году, относительно 2010 года Герма ния 10% Россия 41% Фра нция 3% ‐2% Великобритания ‐10% ‐20% ‐10% Ита лия 0% 10% 20% 30% 40% 50% 3 908 Россия движется по пути сокращения отставания от развитых стран 900 800 700 746 739 679 675 672 598 600 564 523 500 400 252 300 250 158 200 100 Количество автомобилей, тыс. шт. Количество автомобилей, тыс. шт. 1000 Количество личных автомобилей на 1000 чел. в России и европейских странах в 2011 году Число личных автомобилей на 1000 чел. в России с 1995 по 2011 гг. 300 250 200 150 100 0 169 177.8 2005 2006 195.4 213.5 250 226 233 2009 2010 130.5 92.3 50 0 1995 14 старше 12 лет 44% 2007 2008 2011 Средний возраст легкового автомобиля в РФ, лет Возрастная структура парка легковых автомобилей в РФ, % до 3 лет 15% 2000 13 12.2 12 12.9 11 11.1 11.5 2007 2008 2009 11.8 10 8 6 от 4‐12 лет 41% 4 2 0 2005 2006 2010 2011 Источник: ФСГС, ООН, CIA, Автостат 4 Изменение доли отечественных и иностранных автопроизводителей в РФ 100% 80% 60% 59.5% 54.0% 44.4% 65.7% 40.5% 46.0% 55.6% 34.3% 2008 2009 2010 2011 40% 20% 0% иностра нные модели российской сборки тыс. шт. 4000 отечественные модели Структура российского рынка автомобильной техники по происхождению машин (Продажи) 3620 12% 2923 3000 2000 1000 1556 34% 32% 37% 17% 48% 26% 19% 32% 35% 28% 2008 2009 2010 2011 0 Отечественные модели Источник: по данным АСМ‐Холдинг 2075 45% Инома рки российской сборки 31% Инома рки импорт новые Инома рки импорт подержанные 5 Прогноз производства и продаж автомобильной технкики в РФ млн. шт. 4 Фа кт 3.6 3.8 Прогноз 3.5 2.9 3 3.1 3.1 3.1 2.8 2.6 2.3 2.1 2 2.0 1.8 1.6 1 1.4 0.7 0 2008 2009 2010 2011 Производство автомобильной техники Источник: по данным ММК, PWC 2012 2013 2014 2015 Прода жи а втомобильной техники 6 Прогноз потребления металлопроката автомобильной промышленностью РФ млн. т 3 2,2 1,9 2 1,6 2,0 1,7 1 0 2011 2012 оцинкова нный прокат Источник: по данным ММК 2013 холоднокатаный прокат 2014 2015 прочий прока т 7 100% 1% 7% 90% 80% 17% 3% 25% 10% 22% 49% 70% 40% 60% 24% 60% 50% 40% 10% 75% 30% 51% 20% 40% 10% 0% 2011 2015E Mild steel AHSS 2020E HSS UHSS 8 Основные характеристики Производительность, тыс. тонн Текущий статус проекта 2000 Ширина, мм 850-1880 Толщина, мм 0,28 - 3,0 Марки стали LC, IF, IF-HSS, BH, HSLA, двухфазные (DP), многофазные (CP), ТRIP • Срок реализации проекта 2007‐2012 гг. • Ориентировочная стоимость проекта около 45 млрд. руб. • 15.07.2011 – введена в эксплуатацию 1‐ая очередь (линия непрерывного кислотного травления совмещенная со станом 2000 холодной прокатки) • Целевой объём планируемой металлопродукции • 700 тыс. т в год оцинкованной продукции • 400 тыс. т в год х/к (после отжига) продукции • 900 тыс. т в год х/к нагартованной продукции Основные потребители: • автопроизводители • производители бытовой техники Реализация проекта позволит производить автолист, удовлетворяющий требованиям мировых автоконцернов (Ford, Volkswagen, GM, Renault и др.) 9 Наименование оборудования Производительность Сортамент Травильная линия совмещенная со станом холодной прокатки 2100 тыс. тонн/год 0,28‐3,0 х 850‐1880 мм Агрегат непрерывного горячего оцинкования 450 тыс. тонн/год 0,3‐3,0 х 850‐1850 мм Комбинированный агрегат непрерывного отжига/оцинкования 650 тыс. Тонн/год 0,3‐3,0 х 850‐1850 мм Марочный сортамент продукции комплекса: Низкоуглеродистые, мягкие стали (Mild); Сверхнизкоуглеродистые стали (IF); TRIP‐стали; термоупрочняемые стали (BH); Двухфазные стали (DP); Многофазные стали (CP); Мартенситные стали (Mart); Полумартенситные стали (PM) ; Высокопрочные низколегированные стали (HSLA). 10 Отличительные особенности оборудования 1‐ой очереди нового комплекса холодной прокатки Лазерная стыкосварочная машина – обеспечивает прочный и качественный сварной шов любой группы прочности; • 5‐ти клетевой стан холодной прокатки 2000 (клети – кварто) объединен с непрерывным травильным агрегатом; • Повышенная жесткость клетей, системы автоматического регулирования толщины, противоизгиба рабочих валков, осевой сдвижки валков (СVC+), стабилизации теплового профиля рабочих валков – обеспечивают высокую геометрическую точность и плоскостность металлопродукции; • Поточный контроль поверхностных дефектов и сквозная паспортизация продукции. • 11 Минимальная освоенная толщина проката: 0,28 мм (08пс ‐ 1 гр. выкатываемости); Максимальная освоенная ширина проката: 1880 мм (DC04 ‐ 1 гр. выкатываемости); Максимальная скорость прокатки: 1500 м/мин (1 гр. выкатываемости); Введено в работу: • модель непрерывно‐травильной линии и стана 2000 холодной прокатки, • осевая сдвижка рабочих валков (CVC+), • мультесекционное охлаждение рабочих валков, • противоизгиб рабочих валков, • электроэрозионное текстурирование рабочих валков, • сквозная прослеживаемость и паспортизация рулонов, • профилемер, • система оценки качества кромки Vatron, • система поточного распознавания дефектов Parsytec, • системы автоматической перевалки рабочих валков, заправки и выпуска полосы. Освоено: • 1 группа отделки поверхности (лицевые детали) по ГОСТ 9045‐93; • 2 группа выкатываемости: HX220BD, HX260LAD, HX260BD по EN 10346:2009 – проведение акцептации (одобрения); H220P; HC180Y . • 3а группа выкатываемости: HC260LA , НС300LA , C340LA по EN 10268:2006, HX340LAD; HX420LAD по EN 10346:2009 – проведение акцептации (одобрения); • 3б группа выкатываемости: DP600 – настройка и оптимизация работы стана 2000 ; • 4 группа выкатываемости: DP1200 (SEFC1180Y) – настройка и оптимизация работы стана 2000. 12 ‐ Одобрение технологического процесса (технический аудит технологического процесса и документации) ‐ Renault, Ford, Gonvarri (поставки для Volkswagen) ‐ Инженерное одобрение (одобрение образцов) – одобрено 33 позиции, в том числе Renault – 7 одобрено и 5 в стадии одобрения;; Volkswagen – 11 одобрено и 5 в стадии одобрения ‐ Поставочное одобрение (одобрение опытной партии проката в производстве потребителя) –– одобрено 15 позиций, в том числе Renault; Volkswagen; GM; Ford – в стадии одобрения по программе совместных работ ‐ По маркам стали и виду проката: • Холоднокатаный: DC04, SPCC, HC220P, HC220Y, HC260P, HC340LA • Горячеоцинкованный: DX52D+Z, DX53D+Z, DX54D+Z, DX56D+Z, 220+Z HX220YD+Z, HX220BD+Z, HX220PD+Z, HX260LAD+Z, HX300LAD+Z, HX340LAD+Z 13 ‐ Одобрение технологического процесса (технический аудит технологического процесса и документации) LG, Samsung ‐ Программы совместного сотрудничества LG, B/S/H ‐ Одобрение горячеоцинкованного проката с безхроматной пассивацией: • LG – подставки для TV; детали холодильника с требованием 96 часов; детали стиральных машин с требованием 240 часов в КСТ; • Samsung – подставки для TV – размещены опытные заказы. ‐ Одобрение полимерного проката: • LG – прошел одобрение металлопрокат 0,5 мм на панель задней крышки TV (черная с нанесением защитной пленки), на боковую панель холодильника находится в стадии изготовления; • Samsung – стадия одобрения ЛКМ для панели задней крышки TV; • B/S/H – на боковую панель холодильника стадии изготовления 14 Высококачественный автомобильный лист с требуемыми размерами и механическими свойствами; Возможность выполнения требований Минпромторга РФ по локализации производства автомобилей; Снижение издержек на производство автомобилей за счет использования местного сырья, сокращения сроков доставки и транспортных издержек; 15