СОСТОЯНИЕ ПРОИЗВОДСТВА ОТЛИВОК ИЗ
advertisement

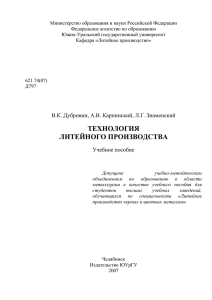
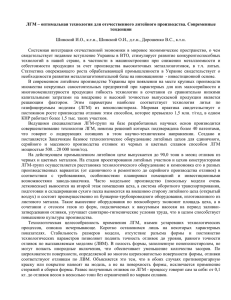
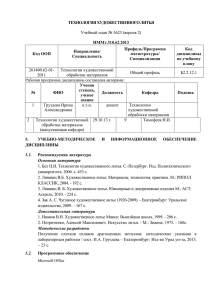
1 (50), 2009 / 69 А. П. Мельников, ОАО «БелНИИлит» ТУ The production of castings of iron-carbon alloys is analyzed. It is shown that production of compound, thinwalled and lightweight constructions is being increased. УДК 621.74 Применение информационных технологий в ли­ тейном производстве, в том числе моделирование процессов литья, проектирование отливок, оснастки и оборудования позволяет придать конструкции литой детали оптимальную форму, обеспечить технологичность ее изготовления и качество [1, 2]. Был проведен анализ производства отливок из железоуглеродистых сплавов в мире. Данные, приведенные на рис. 1, показывают, что в целом в промышленно развитых странах с высокой стоимостью трудовых ресурсов доля выпускаемых сложнопрофильных отливок очень высока. Опыт последних десятилетий свидетельствует о том, что такие высокоразвитые страны, как США, Япония, Германия, Франция, Италия, практически не уменьшили количество выпускаемых отливок, но при этом резко увеличили в них долю сложнопрофильных изделий, изготовление которых требует наличия высокоточных, наукоемких литейных технологий. Так, например, если в 1985 г. в Германии выпуск таких отливок составлял около 70%, то уже в 2007 г. – 90% (рис. 1). Аналогичные показатели и в других развитых европейских странах (Италия, Франция, Испания). Это совершенно естественно, так как в этот период в мире произошли изРис. 1. Производство отливок в некоторых странах в 2007 г. менения глобального масшта- Ре по з ит о ри й Надежность работы различных машин и механизмов во многом зависит от служебных свойств отливок. Поэтому с каждым годом к ним предъявляются все более жесткие требования как по качеству сплавов, так и по точности геометрических размеров. Литье во многих случаях является единственным способом получения деталей сложной конфигурации. БН Состояние производства отливок из железоуглеродистых сплавов 1 (50), 2009 ТУ ных, автомобильных, тракторных и железнодорожных отливок [4]. Для того чтобы в республике достичь выпуска сложнопрофильных отливок на уровне лучших европейских стран, необходимо провести комплекс мероприятий и, в первую очередь, широко внедрять в литейных цехах наукоемкие эффективные технологии, позволяющие выпускать отливки данного типа. Весьма информативным с точки зрения анализа ситуации не только в литейном производстве, но и в промышленности стран в целом является показатель выпуска отливок в расчете на душу населения (рис. 2). Анализ данных, приведенных на рис.1, 2, позволяет сделать некоторые весьма интересные выводы. Например, если в настоящее время КНР является неоспоримым лидером по валовому объему выпуска отливок (более 18 млн. т в год), то доля сложнопрофильных отливок не достигает 40%, а выпуск отливок из расчета на одного человека составляет 13,9 кг/год, в США – 41,2, в Германии – 57,6 кг/год. Республика Беларусь занимает по этому показателю такое же место среди промышленно развитых стран – 38,3 кг/год на одного человека с долей выпуска сложнопрофильных отливок око- Ре по з ит о ри й ба (распад социалистического лагеря, большой экономический подъем КНР, перемещение производительных сил из одних стран в другие и т. д.). Все это вызвало и серьезные структурные изменения в литейном производстве, когда высокоразвитые страны оставили у себя производство только сложнопрофильных ответственных отливок, а всю другую номенклатуру производят в КНР, Индии, Бразилии и странах Восточной Европы. Такая тенденция коренным образом преобразила литейные цеха европейских стран, сделав их практически либо высокомеханизированными либо полностью автоматизированными, почти полностью исключив влияние субъективного фактора на качество отливки. Что касается большинства цехов литейных производств таких стран мира, как КНР, Индия, Бразилия, то в них преобладает ручной труд, а отсюда и выпуск несложных и малоответственных отливок с тенденцией к ежегодному увеличению доли сложнопрофильных, которая в настоящее время в указанных странах не превышает 30–40%. Это в полной мере касается и литейного производства Беларуси [3]. Однако этот дисбаланс с каждым годом ликвидируется и связано это, в первую очередь, с увеличением объемов выпуска мотор- БН 70 / Рис. 2. Производство отливок в год на душу населения в 2007 г. 1 (50), 2009 БН ТУ ным графитом (ВЧ) (с 6 млн. т в 1990 г. до планируемых 26 млн. т в 2010 году), заметном снижении объемов производства стальных отливок (с 10 млн. т в 1990 г. до 5,3 млн. т в 2005 г. и предполагаемым падением до 4,6 млн. т в 2010 г.) и аналогичных тенденциях в производстве отливок из ковкого чугуна (КЧ) (падение объемов производства за 20 лет составит более 5 млн. т). Учитывая высокую энергоемкость и длительность процесса изготовления отливок из КЧ, а также наличие альтернативных, но более эффективных сплавов, в недалеком будущем производство отливок из КЧ будет осуществляться только в очень редких специальных случаях и в небольших объемах. Экономия электроэнергии при переводе производства отливок с КЧ на ВЧ составляет примерно 450 кВт⋅ч на каждой тонне отливок. ВЧ в силу заметно лучшей технологичности процесса литья, простоты и дешевизны термообрубных операций по сравнению со сталью, а также в силу хороших физико-механических свойств материала отливок активно вытесняет стальные отливки из конструкции многих машин и механизмов. Временное сопротивление разрыву ВЧ в литом состоянии обычно составляет 350–600 МПа, а относительное удлинение 7–22%. Стальные фасонные отливки для обеспечения в них подобных механических свойств и требуемой структуры должны подвергаться термической обработке. При этом отливки из ВЧ лучше обрабатываются резанием и имеют более высокие фрикционные свойства. В сравнении со сталью ВЧ обладает более высокими характеристиками модуля упругости, Ре по з ит о ри й ло 50%. Отсюда следует, что промышленность республики работает в последние годы достаточно эффективно и в целом имеет высокую индустриальную направленность, что вызывает потребность в большом объеме сложнопрофильных высококачественных отливок. Кроме того, этот показатель характеризует большой потенциал белорусских литейщиков как с точки зрения научного обеспечения, так и технических возможностей литейных цехов [4]. При этом, как отмечалась выше, доля сложнопрофильных отливок в общем объеме производства небольшая. В связи с этим дальнейшее развитие машиностроения республики, ее экономики в целом, в значительной степени будет определяться и развитием литейного производства, его техническим и технологическим уровнем, повышением количества выпускаемых сложнопрофильных отливок. Литейное производство – одно из главных потребителей энергии и материалов среди других переделов машиностроения, является и одним из главнейших сфер поиска резервов материало- и энергосбережения. Таким образом, развитие новых технологий в области литейного производства и создание современного оборудования для их реализации является актуальной задачей, успешное решение которой во многом будет определять дальнейшее развитие машиностроения (особенно моторо-, авто-, тракторо- и станкостроения) в республике [5]. Сложившийся в мире за последние годы спрос на отливки из железоуглеродистых сплавов (рис. 3) свидетельствует об устойчивом росте объемов производства высокопрочного чугуна с шаровид- / 71 Рис. 3. Производство отливок из железоуглеродистых сплавов в мире 1 (50), 2009 ТУ шей жидкотекучестью, которая практически не отличается от текуче­сти чугунов с пластинчатой и шаровидной формой графита. По уров­ню механических свойств ЧВГ близок к чугуну с шаровидным графитом [6]. В результате проведенного анализа производства отливок из железоуглеродистых сплавов установлено, что вместо произво­димых ранее простых по конструкции, тяжелых, со стенками большой толщины заго­товок увеличивается производство сложных, тонкостенных и легких конструкций, повышенная прочность которых обеспечивается возможностями применяемого материала и особен­ ностями конструкции изделия. Однако следует отметить, что увеличение производства отливок сложных по конфигурации с повышенными физико-механическими свойствами сплавов требует проведения комплекса теоретических и экспериментальных исследований, разработки и реализации организационно-техничес­ ких мероприятий, направленных на совершенствование существующей нормативно-технической базы и технического перевооружения литейного производства предприятий. ри й достигающим 180–200⋅103МПа, циклической вязкости и соотношения предела текучести к пределу прочности при растяжении, равным 0,70–0,85 (против 0,5–0,6 для стали). Все это позволяет не только снизить себестоимость технологии изготовления отливок, но и производить их с минимальными толщинами стенок, т. е. существенно снизить массу отливок и, как следствие, их стоимость [6]. Производство СЧ неуклонно сокращается и, как видно из рис. 3, через определенное время можно ожидать равенства объемов производства СЧ и ВЧ. Очевидно, уже в ближайшие два десятилетия ВЧ будет доминировать среди других видов чугунов. Высокопрочный чугун с вермикулярным графитом (ЧВГ) являет­ся перспективным конструкционным материалом для машиностроительных деталей, особенно для автомобилестроения (блок цилиндров, головка блока цилиндров и др.). Предполагаемое широкое внедрение ЧВГ в машиностроении обусловлено рядом экономических, тех­ ноло­гических и эксплуатационных преимуществ. Это детали сложной конфигурации без усадочных раковин, неметаллических включений, трещин и других литейных дефектов. Он обладает хоро­ БН 72 / Литература Ре по з ит о 1. М е л ь н и к о в А. П. Новый уровень разработок БелНИИлита с применением информационных технологий // Литье и металлургия. 1998. № 2. С. 3–5. 2. М е л ь н и к о в А. П., Ш л ю п н е в а Г. В. и др. Применение компьютерных технологий в металлографическом анализе // Литейное производство. 2002. № 1. С. 31–32. 3. К у к у й Д. М., М а р у к о в и ч Е. И., М е л ь н и к о в А. П. Основные тенденции развития литейного производства Республики Беларусь // Литье и металлургия. 2000. № 3. С. 12–17. 4. К у к у й Д. М., М а р у к о в и ч Е. И., М е л ь н и к о в А. П. Состояние и тенденции развития литейного производства Республики Беларусь // Литейное производство. 2000. № 5. С. 10–12. 5. М е л ь н и к о в А. П. Энерго- и ресурсосберегающие технологии в литейном производстве // Литье и металлургия. 2007. № 2. С. 115–119. 6. К а р п е н к о М. И., М е л ь н и к о в А. П. Металлы, сплавы и композиции. Мн.: НИРУП «Белавтотракторостроение», 2004.