Повышение качества и расширение сортамента закаленных
advertisement

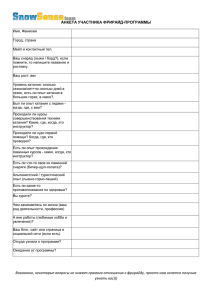
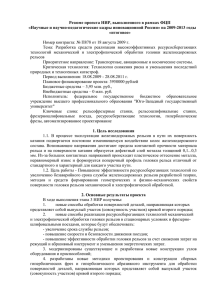
Summary Rudyuk A. S., Azarkevich A. A., Voskovets Yu. A., Durasov A. V. Operating tests for rails made of basic oxygen steel К76F manufactured by «MK «Azovstal» PJSC at railways of Ukraine There are provided preliminary results of operating tests for R65 rails made of basic oxygen steel of К76F mark manufactured by «MK «Azovstal» PJSC at railways of Ukraine. The rail durability at curved segments was investigated. Keywords basic oxygen steel, rails, traffic density, operation durability, transit tonnage, curved segments Поступила 01.06.13 УДК 669.141.245 А. С. Рудюк, А. А. Азаркевич, А. Д. Лебедев, Е. С. Попов*, Е. В. Гончаренко*, О. И. Труфанова* Государственное предприятие «Украинский научно-технический центр металлургической промышленности «Энергосталь», Харьков *ПАО «Металлургический комбинат «Азовсталь», Мариуполь Повышение качества и расширение сортамента закаленных рельсов из конвертерной стали Представлены требования к качеству рельсов, основные элементы оборудования и технологии поверхностной закалки рельсов типов Р65 и UIC60 из стали марки К76Ф в рельсозакалочной машине рельсобалочного цеха ПАО «МК «Азовсталь». Проанализировано различие рельсов типов Р65 и UIC60. Показано, что наибольшую твердость по сечению закаленного слоя головки имеют рельсы, закаленные по поверхности катания и боковым граням головки. Разработана технология закалки рельсов типа Р65 по поверхности катания и боковым граням головки и рельсов типа UIC60 по поверхности катания. Ключевые слова: сталь, рельсы, тип, закалка, водовоздушная смесь, воздух, самоотпуск, твердость, механические свойства Д о 2011 г. в ПАО «МК «Азовсталь» рельсы производили из мартеновской стали марки М76Т, при этом рельсы типа Р65 подвергали закалке в рельсозакалочной машине (РЗМ) с нагрева токами высокой частоты (ТВЧ) [1]. Технология закалки рельсов в РЗМ включает стыковку рельсов в непрерывную движущуюся нить, нагрев ТВЧ головки рельсов, регулируемое первичное охлаждение головки, последующий разогрев охлажденного поверхностного слоя головки за счет тепла внутренних слоев (самоотпуск в течение ~35 с) и окончательное вторичное охлаждение водой. При прохождении рельсов через РЗМ головку рельсов последовательно нагревают в трех секциях индукторов до температуры закалки, после чего поверхность катания головки охлаждают водовоздушной смесью в системе первичного охлаждения, состоящей из шести коллекторов. Максимальный расход воды на коллектор первичного охлаждения составляет 6,7 л/мин. При необходимости произво- дят также охлаждение боковых граней головки воздухом. Одним из основных показателей качества рельсов является их твердость, с повышением которой увеличивается износостойкость. Эксплуатация рельсов типа Р65 из стали марки М76Т, закаленных по поверхности катания и боковым граням, показала, что за счет повышения твердости боковых граней скорость их износа в ~1,7 раза ниже по сравнению с рельсами, закаленными только по поверхности катания [2]. Требования к рельсам, закаленным только по поверхности катания (ДСТУ 4344), представлены в табл. 1. В 2011 г. сотрудники ПАО «МК «Азовсталь» освоили производство головки рельсов типа Р65, закаленных по поверхности катания, по ДСТУ 4344 из конвертерной стали марки К76Ф [3]. В 2012 г. начали разработку технологии производства рельсов типа Р65 из стали марки К76Ф, закаленных по поверхности МЕТАЛЛ И ЛИТЬЕ УКРАИНЫ № 6 (241) ’2013 25 Таблица 1 Требования к твердости закаленного слоя рельсов Глубина от поверхности катания, мм Точка измерения Расстояние от Твердость, твердости, номер боковой грани, мм по оси по выкружкам по боковым граням НВ ТУ У 27.1265241371354:2007 1 – 5 – – 311-401 2 – 11 – – 302-401 3 – – 13 – 302-401 4 5 5 – 15 311-401 5 10 11 – 23 302-401 6 5 – 13 30 311-401 соответствовали предъявляемым требованиям. Все это позволило начать промышленное производство рельсов типа Р65 из стали марки К76Ф, закаленных по поверхности катания и боковым граням. Не менее 302НВ Не менее 311НВ ,0 13 0 5, катания и боковым граням, удовлетворяющих требования ТУ У 27.1-26524137-1354:2007 и предназначенных для укладки на кривых участках пути. Поверхность катания этих рельсов охлаждали водовоздушной смесью, а боковые грани – только воздухом, подаваемым под давлением 2 ати (рис. 1). Конфигурация закаленного слоя головки рельсов, закаленных по поверхности катания и закаленных по поверхности катания и боковым граням, а также размещение точек измерения твердости по Бринеллю приведены на рис. 2. Отработку технологии закалки боковых граней рельсов типа Р65 производили на рельсах из стали марки К76Ф текущего производства, химический состав которых представлен в табл. 2. После проведения серии опытных закалок и анализа результатов изготовили первые опытные партии закаленных рельсов. Режимы термической обработки рельсов опытных плавок приведены в табл. 3. Механические свойства и твердость по сечению закаленного слоя опытных рельсов типа Р65 из стали марки К76Ф, закаленных по поверхности катания и боковым граням, полностью удовлетворяли предъявляемые требования (табл. 4, 5). Твердость поверхности катания, микроструктура, остаточные напряжения и результаты копровых испытаний также 341-311НВ 1 1 1 2 3 11,0 ДСТУ 4344:2004 5,0 Нормативный документ 3 260-280НВ а Основной коллектор 10 1 1 30 15 Боковой коллектор 1 2 3 23 Водовоздушная смесь 4 5 70 Воздух 3 1 4 5 6 6 б Рис. 1. 26 Схема охлаждения боковых граней МЕТАЛЛ И ЛИТЬЕ УКРАИНЫ № 6 (241) ’2013 Рис. 2. Конфигурация закаленного слоя головки рельсов и места измерения твердости: закалка по поверхности катания (а); закалка по поверхности катания и боковым граням (б) Таблица 2 Химический состав опытной рельсовой стали Тип рельса Массовая доля элементов, % Шифр плавки Р65 C Mn Si S P V КФ997 0,78 0,89 0,35 0,008 0,020 0,066 КФ1129 0,75 0,90 0,29 0,004 0,021 0,056 КФ948 0,75 0,95 0,36 0,016 0,023 0,064 КФ949 0,76 0,93 0,32 0,008 0,023 0,065 0,71-0,82 0,80-1,30 0,25-0,45 0,035 0,040 0,03-0,07 UIC60 Требования ДСТУ 4344 Таблица 3 Режимы закалки рельсов опытных плавок Шифр плавки Расходы воды, л/мин Температура, °С Скорость движения рельса, V, мм/с нагрева по коллекторам самоотпуска 1 2 3 4 5 6 суммарный Рельсы типа Р65 КФ997 43 940 540 2,7 3,8 4,6 4,3 4,3 2,4 22,1 КФ1129 43 940 535 3,1 3,5 3,9 4,3 4,0 2,7 21,5 Рельсы типа UIC60 КФ948 43 935 530 3,1 3,8 4,1 5,1 4,7 2,5 23,3 КФ949 43 935 530 2,7 3,1 4,3 5,0 5,0 2,6 22,7 Таблица 4 Механические свойства закаленных рельсов из стали марки К76Ф Предел текучести, σ0,2, Н/мм2 Шифр плавки Временное сопротивление, σв, Н/мм2 Относительное удлинение, δ,% сужение, Ψ, % Ударная вязкость KCU, Дж/см2 Расширение паза, мм Рельсы типа Р65, закаленные по поверхности катания и боковым граням КФ997 895 1284 10,5 28 34-40 2,1 КФ1129 1036 1292 10,0 35 36-39 1,8 КФ948 816,0 1237,0 10,5 31,0 35-36 1,7 КФ949 879,0 1316,0 8,5 27,0 36-36 2,5 Требования ДСТУ 4344 ≥800 ≥1196 ≥8 ≥ 25 ≥25 ≤3,0 Рельсы типа UIC60, закаленные по поверхности катания Таблица 5 Твердость по сечению закаленного слоя головки рельсов типа Р65 Шифр плавки КФ 997 КФ 1129 Точка измерения твердости, номер Глубина от поверхности катания, мм Расстояние от боковой грани, мм по оси по выкружкам по боковым граням 1 – 5 2 – 3 – 4 5 6 1 Твердость, НВ – – 354-363 11 – – 337-363 – 13 – 341-363 5 – – 15 345-373 10 – – 23 329-345 5 – – 30 329-345 – 5 – – 345-363 2 – 11 – – 345-363 3 – – 13 – 341-363 4 5 – – 15 341-359 5 10 – – 23 329-341 6 5 – – 30 333-345 Необходимо отметить, что закалка боковых граней способствовала повышению на ~20 НВ твердости закаленного слоя головки рельсов на глубине 5-11 мм по оси и 5-13 мм на выкружках по сравне- нию с рельсами, закаленными только по поверхности катания. Твердость боковых граней в основном находится в пределах 329-363 НВ, что удовлетворяет требования МЕТАЛЛ И ЛИТЬЕ УКРАИНЫ № 6 (241) ’2013 27 технических условий, однако для эксплуатации на кривых участках железных дорог, в особенности с малыми радиусами, требуются рельсы с более высокой твердостью – не менее 341 НВ. На железных дорогах Украины в настоящее время кроме рельсов типа Р65 используют также рельсы типа UIC60 (рис. 3). Основными преимуществами профиля рельсов типа UIC60 по сравнению с рельсами типа Р65 являются меньшая масса (на 5 кг на 1 м), что обеспечивает экономию металла 8,8 т на 1 км пути, и рациональное распределение металла по элементам профиля. ∠ 1:4 5 :2,7 R15 R7 ∠1 R7 R370 16,5 R40 0 0 R12 ∠ 1:2,75 30 ∠ 1:14 P65 75 UIC60 150 Выводы 31,5 ∠ 1:4 Рис. 3. R35 89,5 172 R120 18 180 105 3 R1 37,5 51 5 ∠ 1:20 R300 R8 0 45 35,6 R1 R500 R80 ∠ 1:20 75 49,1 74,3 52 Преимуществом рельсов типа UIC60 по сравнению с рельсами типа Р65 является также увеличенная на 2 мм высота головки, что допускает большее количество профилактических шлифовок поверхности катания в течение срока эксплуатации. Термоупрочненные рельсы типа UIC60 до настоящего времени в Украине не производили. С учетом того, что эти рельсы находят применение на железных дорогах, приняли решение разработать технологию термической обработки таких рельсов. Отработку технологии закалки поверхности катания рельсов типа UIC60 из стали марки К76Ф производили на металле текущего производства (табл. 2). Установлено, что механические свойства рельсов типа UIC60 из стали марки К76Ф, закаленных по поверхности катания (табл. 4), а также твердость по сечению закаленного слоя (табл. 6) удовлетворяли требования ДСТУ 4344. Твердость поверхности катания, микроструктура, остаточные напряжения и результаты копровых испытаний также соответствовали предъявляемым требованиям, что дало возможность начать промышленное производство закаленных по поверхности катания рельсов типа UIC60 из стали марки К76Ф. Всего за 2012 г. изготовлено 397 т рельсов типа Р65 с закаленными боковыми гранями, а также рельсов, закаленных по поверхности катания, – 490 т типа UIC 60 и 394 т рельсов типа Р65 из стали марки К76ФБ. Разработана технология и освоено производство рельсов из конвертерной стали марки К76Ф – рельсов типа Р65, закаленных по поверхности катания и боковым граням, и рельсов типа UIC60, закаленных по поверхности катания. 75 Профиль рельсов типов Р65 и UIC60 Таблица 6 Твердость рельсов типа UIC60, закаленных по поверхности катания (плавка КФ 948) Глубина от поверхности катания, мм Твердость по сечению закаленного слоя головки, HRC конец рельса левая выкружка ось середина рельса правая выкружка левая выкружка ось правая выкружка 5 36,5 37,0 37,0 36,5 38,0 36,0 11 37,5 37,5 37,0 37,0 37,0 36,0 13 37,0 36,0 35,5 36,0 36,5 35,0 16 36,5 33,5 35,0 34,0 33,5 35,5 ЛИТЕРАТУРА 1. Термическая обработка рельсов с нагрева токами высокой частоты (ТВЧ) / Д. В. Сталинский, Д. К. Нестеров, А. С. Рудюк, В. Е. Сапожков. – Харьков: УкрГНТЦ «Энергосталь», 2009. – 395 с. 2. Сталинский Д. В., Рудюк А. С., Лебедев А. Д. Пути повышения качества и эксплуатационной стойкости железнодорожных рельсов // Залізничний транспорт України. – 2008. – № 6. – С. 63-64. 3. Рудюк А. С., Азаркевич А. А., Гахеладзе Г. С. Повышение качества железнодорожных рельсов производства ПАО «МК «Азовсталь» // Металлургическая и горнорудная пром-сть. – 2012. – № 7. – С. 149-151. 28 МЕТАЛЛ И ЛИТЬЕ УКРАИНЫ № 6 (241) ’2013 Анотація Рудюк О. С., Азаркевич А. А., Лебедєв О. Д., Попов Є. С., Гончаренко Є. В., Труфанова О. І. Підвищення якості та розширення сортаменту загартованих рейок із конвертерної сталі Представлено вимоги до якості рейок, основні елементи обладнання та технології поверхневого гартування рейок типів Р65 і UIC60 зі сталі марки К76Ф в рейкогартівній машині рейкобалкового цеху ПАТ «МК «Азовсталь». Проаналізовано відмінність рейок типів Р65 і UIC60. Показано, що найбільшу твердість по перетину загартованого шару головки мають рейки, загартовані по поверхні катання та бічним граням головки. Розроблено технологію гартування рейок типу Р65 по поверхні катання та бічним граням головки і рейок типу UIC60 по поверхні катання. Ключові слова Summary сталь, рейки, тип, гартування, водоповітряна суміш, повітря, самовідпуск, твердість, механічні властивості Rudyuk A. S., Azarkevich А. А., Lebedev A. D., Popov Ye. S., Goncharenko Ye. V., Trufanova O. I. Quality improving and widening of the range of hardened rails made of converter steel There are presented the requirements for rails quality, main elements of equipment and technologies of surface hardening of rails of P65 and UIC60 types made of steel grade K76F in rail hardening machine of rail-beam shop at «MC «Azovstal» PJSC. The difference between P65 and UIC60 types of rails was analyzed. It was shown that rails hardened along rolling surface and head sides edges are the hardest at head hardened layer cross-section. There was developed a technology for hardening of P65 rails along rolling surface and head sides edges and UIC60 rails along rolling surface. Keywords steel, rails, type, hardening, water-air mixture, air, self-tempering, hardness, mechanical characteristics Поступила 01.06.13 УДК 669.14:672.1 С. Я. Шипицин, Ю. З. Бабаскин, В. П. Короленко, Н. Я. Золотарь Физико-технологический институт металлов и сплавов НАН Украины, Киев Новые рельсовые и колесные стали и для железнодорожного транспорта недалекого будущего* Разработаны высокопрочные рельсовые и колесные перлитные стали с дисперсионным упрочнением наноразмерными, некогерентными, внутризеренными нитридами ванадия, которые превышают стандартные на 100-150 МПа по прочности, в 2 раза по циклической трещиностойкости, почти в 2 раза по износостойкости в условиях трения скольжением и качением, на 100 °С по теплостойкости и пониженной в 2 раза склонностью к образованию хрупких поверхностных мартенситных слоев. Это прогнозирует повышение не менее, чем в 2 раза надежности и долговечности рельсов и колес, в том числе для условий повышенных скоростей движения и грузоподьемности подвижного состава. В ДП «Укрзалізниця» представлены предложения о проведении опытно-промышленных испытаний сталей. Ключевые слова: рельсовые и колесные стали, дисперсионное нитридное упрочнение, механические и функциональные свойства, износ Н адежность и эксплуатационный ресурс железнодорожных рельсов и колес массового производства, которые находятся в наиболее жестких условиях эксплуатации и главным образом определяют технико-экономические показатели эффективности работы железнодорожного транспорта, уже не отвечают современным требованиям повышенных скоростей движения и грузоподъемности подвижного *Исследования выполнены в рамках проекта 7.8 Программы «Ресурс» НАН Украины «Повышение эксплуатационной надежности и долговечности комплекса «железнодорожные рельсы – колеса – тормозные колодки» за счет улучшения механических и триботехнических свойств рельсовых и колесных сталей и колодочного чугуна нового поколения». Научный руководитель проекта академик НАН Украины В. Л. Найдек МЕТАЛЛ И ЛИТЬЕ УКРАИНЫ № 6 (241) ’2013 29