МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ НАПРЯЖЕННО
advertisement

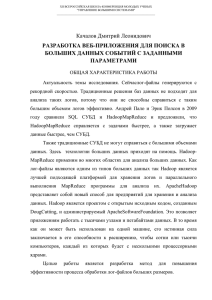
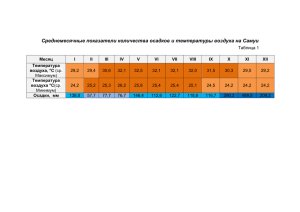
XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ УДК 519.63 ББК 34.327 МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ СЛЯБА В УНРС 1 Галкин А.В. 2 , Филиппов Д.А. 3 (Липецкий государственный технический университет) Пименов В.А. 4 (ОАО «НЛМК») В работе рассматривается построение математической модели напряженно-деформированного состояния сляба в процессе непрерывной разливки. Описаны особенности моделирования этого процесса. Модели реализованы в инженерном программном комплексе ABAQUS. Проведен анализ смоделированной ситуации напряженно-деформированного состояния сляба в процессе непрерывной разливки. Приведены результаты моделирования для оценки возможных дефектов в процессе непрерывной разливки. Ключевые слова: математическое моделирование, непрерывная разливка стали, сляб, напряженно-деформированное состояние. Введение Непрерывная разливка стали прочно утвердилась в практике металлургического производства. В России доля заготовок, полученных непрерывнолитым способом, составляет около 70%. 1 Работа поддержана Министерством образования и науки Российской Федерации в рамках перечня научно-исследовательских работ базовой части государственного задания, проект №970. 2 Александр Васильевич Галкин, кандидат технических наук, доцент, (avgalkin82@mail.ru). 3 Дмитрий Андреевич Филиппов, студент,(gaarakage95@yandex.ru). 4 Владимир Александрович Пименов, кандидат технических наук, старший научный сотрудник. XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ Высокое качество непрерывнолитого металла в значительной степени зависит от возможности прогнозирования и управления процессами дефектообразования на основании сведений о параметрах разливки и химическом составе стали. Поэтому создание эффективных математических моделей способных прогнозировать напряженно-деформированное состояние (НДС) твердой фазы слитка является весьма актуальной научной задачей. Математическое моделирование напряженнодеформированного состояния сляба основывается на методе конечных элементов (МКЭ), который широко используется в механике твердого тела. Реализация модели проведена в инженерном программном комплексе ABAQUS. 1. Постановка задачи 1.1. НАПРЯЖЕННО-ДЕФОРМИРОВАННОЕ СОСТОЯНИЕ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК В данной работе ставится задача по созданию математической модели напряженно-деформированного состояния сляба в процессе его наплавления с целью улучшения и прогнозирования качества слитка марки 08Ю, разливаемого на «НЛМК». Механизм образования внутренних трещин сложен и окончательно не установлен, однако одним их важнейших факторов, оказывающих влияние на трещинообразование, является напряженно-деформированное состояние (НДС) непрерывнолитых заготовок [1]. Внутренние трещины зарождаются на фронте кристаллизации и обусловлены конструктивными причинами: шаги роликов, конструкция роликового аппарата. Металл формирующегося фронта кристаллизации обладает низкой пластичностью и очень чувствителен к деформациям на фронте кристаллизации. Факторами, влияющими на величину деформаций на фронте кристаллизации, являются: величины межроликовых расстояний (шаги роликов), радиус кривизны УНРС, скорость разливки ме- XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ талла, состояние роликов. Все эти факторы влияют на кривизну корки сляба и, соответственно, на величину деформации. 1.2. ХАРАКТЕРИСТИКА УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ На рисунке 1 показана принципиальная схема непрерывного литья. Машина непрерывного литья заготовок - это агрегат непрерывной разливки, в котором происходит процесс кристаллизации жидкого металла и формирования непрерывнолитой заготовки (слитка) бесконечной длины. На производстве эту машину часто называют установкой непрерывной разливки стали (УНРС). Рис. 1. Принципиальная схема непрерывной разливки стали Жидкая сталь из сталеразливочного ковша непрерывно заливается в промежуточный ковш, а из промежуточного ковша поступает в кристаллизатор. В кристаллизаторе затвердевают лишь поверхностные слои металла, образуя твердую оболочку слитка, сохраняющего жидкую фазу в его центральной части. Поэтому за кристаллизатором располагают зону вторичного охлаждения слитка. В этой зоне в результате форсированного поверхностного XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ охлаждения заготовка затвердевает по всему сечению. Длина машины непрерывного литья должна обеспечивать полное затвердевание слитка.Роликовые сегменты представляют собой две соединенные друг с другом рамы с роликами, которые осуществляют поддержку и транспортировку непрерывнолитой заготовки [3]. 2. Формализация задачи Задача механики деформируемого твердого тела формулируется следующим образом: известны (заданы) внешние воздействия на тело, так или иначе закрепленное или движущееся в пространстве, как функции координат и времени. С математической точки зрения расчет конструкции сводится к решению краевых задач для систем уравнений, включающих соотношения теории напряжений и деформаций, а также определяющие уравнения. Первоначальной задачей является наиболее точно определить модель поведения материала исследуемого объекта. Учитывая высокие значения температур корки слитка и уровень нагрузок от ферростатического давления, следует предполагать возможность образования упругих деформаций. Для упругой модели поле напряжений должно удовлетворять дифференциальным уравнениям равновесия (1) ▽𝑖 𝜎𝑖𝑗 = 0, a соотношения, связывающие компоненты тензора деформации 𝜀𝑖𝑗 и вектора перемещений 𝑢𝑖 , имеют вид: 𝜕𝑢𝑗 1 𝜕𝑢𝑖 𝜀𝑖𝑗 = ( + ). 2 𝜕𝑥𝑗 𝜕𝑥𝑖 Напряжения и составляющие деформации связаны друг с другом законом Гука (2) 𝜎𝑖𝑗 = 𝐴𝑒 𝜀𝑒𝑖𝑗 . Для получения единственного решения поставленной задачи необходимо дополнить ее граничными условиями: (3) XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ ∙ внутренняя граница (внутреннее давление - ферростатическое) (4) 𝑝 = 𝜌𝑔𝑙; ∙ внешняя граница (широкая сторона) (5) 𝑢 = 𝑢; ̂︀ и начальными условиями 𝑢 = 𝑢0 , где 𝑢 ̂︀ – вектор перемещений при входе сляба в ролики, 𝑢0 вектор заданных перемещений точек поверхности, 𝑝 – ферростатическое давление; 𝜌 – плотность метала; 𝑔 – ускорение свободного падения; 𝑙 – высота столба расплава. (6) 3. Концепция моделирования Для моделирования НДС сляба необходимо знать геометрические размеры слитка, распределение температуры по его сечению, зависимость механических свойств стали от температуры, технологические параметры процесса, а также критерии, по которым будет оцениваться правильность результатов. При исследовании поведения сляба в УНРС приняты следующие допущения: ∙ моделируется напряженно-деформированное состояние только твердой фазы металла, а присутствие жидкого расплава учитывается действием на корочку граничных условий в виде ферростатического давления; ∙ в пределах твердой фазы металл рассматривается как однородная изотропная среда; ∙ деформирующие ролики являются абсолютно жесткими; ∙ остаточные напряжения в твердой фазе после обжатия при переходе от одной деформирующей секции к другой не учитываются; XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ ∙ температура внутренней поверхности твердой фазы равна температуре солидуса; ∙ распределение температуры по толщине затвердевшего расплава линейное. Математическое моделирование напряженно-деформированного состояния сляба основывается на методе конечных элементов (МКЭ), который широко используется в механике деформируемого тела. Моделирование сляба происходит в трехмерном пространстве с помощью программного комплекса ABAQUS. Модель состоит из недеформируемых роликов и деформируемого бруса, моделирующего только затвердевшую часть слитка. Ролики моделируются как аналитические недеформируемые цилиндрические поверхности. Фрагмент сляба в тянущеправильных роликах представлен на рисунке 2. Рис. 2. Сляб в тянуще-правильных роликах Для построения дискретной модели трехмерной области обычно используются тетраэдры, поэтому корочка сляба будет состоять из конечных элементов в виде тетраэдров. Требование простоты элемента связано с тем, что при моделировании области должно быть использовано большое число элементов, поэтому деление области на тетраэдры наилучший способ разбиения. XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ 4. Результаты моделирования Наиболее опасными участки, в которых возможны образования трещин и прорывов жидкого металла, являются: секция №1 (см. рис. 3), т.к. в этой зоне наименьшая толщина корочки сляба, секция №4 (см. рис. 4) - участок загиба сляба по радиусу УНРС. Исходные данные, по которым производился расчет, представленны в талице 1. Рис. 3. Секция №1 Рис. 4. Секция №4 Таблица 1. Исходные данные для расчета НДС сляба Параметр Секция №1 Расстояние от мениска, мм 900-1885 Высота столба жидкого металла, мм 885-1870 Шаг роликов, мм 130;180 Диаметр роликов, мм 100;150 Толщина корки, мм 2,7-3,0 Ферростатическое давление, МПа 0,068-0,136 Температура корки,∘ 𝐶 1150 по секциям Секция №4 3875-6400 3850-6385 268;288 230;250 4,8-6,2 0,269-0,446 1100 Анализ НДС сляба в секции №1. На рисунке 5 показаны эквивалентные напряжения по Мизесу, возникающие в процессе разливки стали в УНРС. XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ Наибольшие напряжения возникают на широкой стороне сляба, это объясняется тем, что широкая сторона больше подвержена изменению, выпучиванию из-за воздействия ферростатического давления столба жидкого металла. Напряжения так же имеют вид продольных полос из-за контакта с роликами. a) б) Рис. 5. Напряженное состояние сляба в секции №1 Максимальные значения деформаций в направлении 𝜀𝑦𝑦 (см. рис. 6, 7) достигаются в середине широкой грани, которое способствуют возникновению поперечных трещин. Так же мы можем заметить из рисунков ниже, что деформация в месте контакта с роликом меньше деформации в межроликовом пространстве. Рис. 6. Деформация в направлении 𝜀𝑦𝑦 (межроликовое пространство). XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ Рис. 7. Деформация в направлении 𝜀𝑦𝑦 (контакт с роликом) Анализируя полученные результаты деформаций в направлении 𝜀𝑧𝑧 (см. рис. 8), мы можем выявить некоторую особенность, а именно, это разнонаправленность деформаций, возникающих в углах сляба и на узкой грани сляба. Таким образом, опасность с точки зрения образования трещин представляют центральная часть широкой грани сляба и угловая зона. Рис. 8. Деформация в направлении 𝜀𝑧𝑧 Анализ НДС сляба в секции №4. В данной секции идет так называемый загиб сляба. К напряжениям от ферростатического давления и контактов с роликами добавляются еще сжимающие и растягивающие напряжения. Анализируя рисунок 9 с направлениями максимальных напряжений, можно выделить явно выраженные растягивающие и XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ сжимающие напряжения, возникающие в результате загиба сляба. При загибе сляба по радиусу УНРС имеют место циклические знакопеременные напряжения в направлении разливки, что способствует образованию и дельнейшему развитию поперечных трещин. Однако фактором, препятствующим этому процессу, является постоянное увеличение толщины корочки. Рис. 9. Направления максимальных напряжений Сравнивая результаты по деформациям секции №1 и секции №4, мы можем с уверенностью сказать, что сляб менее подвержен деформации от ферростатического давления в секции №4, это объясняется тем, что толщина корочки постоянно увеличивается (см. рис. 10, 11). Рис. 10. Деформация в направлении 𝜀𝑦𝑦 XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ Рис. 11. Деформация в направлении 𝜀𝑧𝑧 Опираясь на проведенное исследование, можно отметить, что образование поперечных трещин возможно из-за загиба и разгиба сляба по радиусу УНРС, также в роли деформирующих сил выступает ферростатическое давление, которое уменьшает свое воздействие на сляб при увеличении толщины корочки. 5. Выводы На базе разработанной математической модели при известных механических и пластических свойствах разливаемой марки стали, а также условиях реализации процесса, можно производить сопоставительный анализ НДС непрерывнолитого сляба целиком, либо отдельных его участков при установившемся процессе разливки, с целью оценки степени вероятности возникновения дефектов. Разработанная модель расчета НДС сляба в УНРС позволяет выявить влияние ферростатического давления на выпучивание оболочки слитка в межроликовом пространстве, что позволяет в дальнейшем определять шаг и число деформирующих роликов для обеспечения нужного обжатия на самой установке. Модель позволит разрабатывать технологии обжатия слябов с жидкой сердцевиной, снижающие вероятность образования трещин на поверхности, и тем самым улучшая процесс затвердевания и повышая качество слябов, производимых на НЛМК. XII ВСЕРОССИЙСКАЯ ШКОЛА-КОНФЕРЕНЦИЯ МОЛОДЫХ УЧЕНЫХ "УПРАВЛЕНИЕ БОЛЬШИМИ СИСТЕМАМИ" _____________________________________________________________________ Литература 1. 2. 3. 4. БУЛАНОВ Л.В., КОРЗУНИН Л.Г., ПАРФЕНОВ Е.П. Машины непрерывного литья заготовок. Теория и расчет. Уральский центр: Марат. - 2004, 351с. ГАЛКИН А.В., КУЗИНА Н.Е., ПИМЕНОВ В.А. Математическое моделирование теплового режима процесса остывания и затвердевания слитка в УНРС. Управление большими системами (УБС’2014). - М.: ИПУ РАН, 2014. – Номер госрегистрации 0321402020. – С. 961-972. ПАРШИН В.М., БУЛАНОВ Л.В. Непрерывная разливка стали. Липецк: ОАО «НЛМК». - 2011, 221с. SIMULIA ABAQUS. Применение в инженерных задачах. М.: Тесис. 2008, 99с. MATHEMATICAL MODELING OF THE STRESS-STRAIN STATE OF CONTINUOUSLY CAST SLABS IN UNRS Galkin Aleksandr, candidate of technical sciences, associate professor, department of applied mathematics, Lipetsk State Technical University (LGTU) (avgalkin82@mail.ru). Filippov Dmitry, student, Lipetsk State Technical University (gaarakage95@yandex.ru). Pimenov Vladimir,candidate of technical sciences, senior researcher. Abstract: This paper examines the construction of a mathematical model of the stress-strain state of the slab in the continuous casting process. Describes the specifics of the modeling of this process. Models are implemented in engineering software package ABAQUS. The analysis of the simulation of stress-strain state of the slab in the continuous casting process. The results of modelling to assess possible defects in the continuous casting process. Keywords: mathematical modeling, continuous casting of steel, slab, stress-strain state.