013363 - 1 - Настоящее изобретение относится к способу и
advertisement

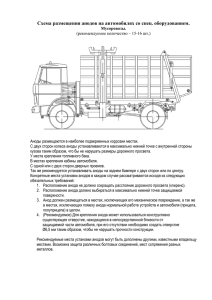
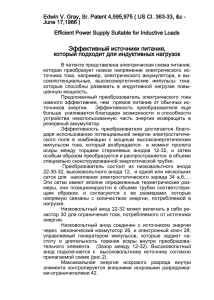
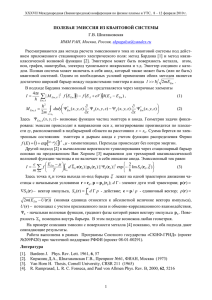
013363 Настоящее изобретение относится к способу и установке для охлаждения анодов в связи с отливкой анодов. Черновую медь, полученную на стадии конверсии пирометаллургического способа производства меди, дополнительно рафинируют в анодной печи, для того чтобы понизить содержание серы в черновой меди. После очистки в анодной печи медь отливают в медные аноды, разливая расплавленную медь в литейные формы. Отлитые медные аноды очищают электролизом меди, получая медные катоды с содержанием меди более 99,99%. В настоящее время наиболее широко применяемая установка для отливки анодов включает вращающийся литейный стол, где несколько, часто десятки литейных форм расположены по кругу. Обычно литейный стол снабжают блоком охлаждения, где заготовки охлаждают в их литейных формах, например, водой. В установке для литья анодов анодную отливку в литейной форме нельзя охлаждать до того, как ее поверхность не затвердела в достаточной степени. Отлитый анод с температурой приблизительно 1150°С нужно охладить, для того чтобы было возможно отсоединить его от литейной формы, обычно до температуры приблизительно 700-900°С. Известным способом охлаждения анодов, в то время как вращается стол для отливки анодов, является размещение над анодами форсунок для распыления охлаждающей воды на поверхность анода на участке, где останавливается литейное колесо. Кроме того, в соединении с форсунками расположен вытяжной колпак для удаления пара, образовавшегося в процессе охлаждения. Известно, что аноды охлаждают направлением струи воды на поверхность анода, когда поверхность анода достаточно затвердела, и, следовательно, струя воды, направленная на анод, не причиняет вреда его поверхности. Посредством распыления охлаждающей воды можно регулировать охлаждающую способность литейного стола во время кратковременных изменений в производительности литья таким образом, что требуемое количество тепла можно отнять от анодов до их поднятия в охладительный бак. Распыление воды регулируют согласно условиям литья и его можно, например, прервать, если охлаждение не требуется вследствие паузы в процессе литья. Когда требуется усилить охлаждение анода увеличением количества охлаждающей воды, возникают проблема, состоящая в том, что избыточная охлаждающая вода создает помехи. Если на первом участке водяного охлаждения распыляют слишком много воды, на поверхности анода образуется изолирующий слой водной пены вследствие эффекта кипящей воды. В случае, когда воду добавляют после этого, образовавшийся слой водной пены препятствует поступлению охлаждающей воды к поверхности анода и распыляемая вода только участвует в сохранении слоя водной пены. Таким образом, проблема состоит в том, что пока анод находится в литейной форме, накопившуюся на поверхности анода воду нельзя удалить из литейной формы, но она продолжает создавать помехи процессу охлаждения. После охлаждения не следует оставлять воду на поверхности анода, т.к. она создает помехи предварительному отделению анода, т.е. вода перемещается под анод при поднятии анода из литейной формы. Когда анод опускают обратно в литейную форму, оставшаяся под ним вода образует, например, облако пара, которое создает помехи видимости. Цель настоящего изобретения состоит в устранении недостатков уровня техники и в осуществлении нового способа повышения эффективности охлаждения анода в связи с отливкой анодов. Отдельная задача данного изобретения состоит в повышении эффективности охлаждения анода удалением охлаждающей воды с поверхностей анода между стадиями охлаждения. Существенные новые признаки данного изобретения очевидны из прилагаемой формулы изобретения. Посредством данного изобретения повышают эффективность охлаждения анодов. Согласно данному изобретению, аноды охлаждают в связи с отливкой таким образом, что расплавленный металл отливают в литейную форму колеса для отливки анодов, указанное колесо для отливки анодов перемещает анодную отливку в литейной форме в блок охлаждения анодов, где анод охлаждают подачей воды на поверхность анода по меньшей мере в две стадии; после указанного охлаждения анод отделяют от литейной формы в блоке отделения таким образом, что охлаждающую воду удаляют с поверхности анода в блоке охлаждения между стадиями охлаждения по меньшей мере один раз перед извлечением анода из блока охлаждения. На каждой стадии охлаждения можно добавлять некоторое количество охлаждающей воды таким образом, чтобы поддерживать температуру анода в безопасном интервале, не создавая помех процессу литья добавлением еще большего количества охлаждающей воды. Согласно данному изобретению охлаждающую воду удаляют с поверхности анода направлением на поверхность движущегося анода струи промежуточного агента, например струи воды или струи воздуха, с помощью по меньшей мере двух форсунок под подходящим углом, предпочтительно под углом 20-50° по отношению к поверхности анода. Подачей под давлением промежуточного агента на поверхность анода удаляют избыточную охлаждающую воду, находящуюся на поверхности анода, пока анод движется в колесе для отливки анодов. Согласно одному из воплощений данного изобретения струю промежуточного агента подают на поверхность анода с подходящей высоты, предпочтительно с высоты 200-300 мм от поверхности анода. Согласно одному из воплощений данного изобретения в блоке охлаждения поверхность анода охлаждают подачей охлаждающей воды на поверхность анода в пять стадий охлаждения, так что воду удаляют с поверхности анода по меньшей мере дважды. Согласно данному изобретению охлаждающую воду удаляют с поверхности анода в направлении, противоположном направлению вращения анодов в литейном колесе. -1- 013363 Таким образом, удаляемая охлаждающая вода не создает помех отливке анодов. Согласно предпочтительному воплощению данного изобретения воду подают на поверхность анода со скоростью предпочтительно 10-120 л в минуту, при давлении 0,3-0,5 МПа (3-5 бар) для удаления избыточной охлаждающей воды. Согласно данному изобретению установка включает систему обезвоживания, состоящую по меньшей мере из двух расположенных рядом форсунок для подачи промежуточного агента, такого как вода или воздух, на поверхность анода. Преимущественно положение системы обезвоживания можно регулировать. Если установку по настоящему изобретению применяют для водяного охлаждения анодов, это не увеличивает стоимость литейного оборудования, т.к. воду можно использовать повторно и ту же самую воду можно применять как для охлаждения, так и для удаления избыточной охлаждающей воды с анода. Согласно одному из воплощений данного изобретения данная установка включает две системы обезвоживания, расположенных последовательно, обе из которых снабжены форсунками, расположенными по меньшей мере в один ряд таким образом, что расстояние между последовательно действующими рядами струй составляет предпочтительно 50-200 мм. Изобретение описано более подробно со ссылкой на прилагаемые чертежи, где на фиг. 1 изображена установка для отливки анодов, на фиг. 2 изображено поперечное сечение фиг. 1 в направлении А, и на фиг. 3 изображено охлаждение анода согласно данному изобретению. На фиг. 1, 2 и 3 изображена установка по данному изобретению для охлаждения анода. Установка 1 для отливки анодов включает колесо 2 для отливки анодов, в литейные формы 3 которого отливают аноды 4. Когда расплавленный металл, такой как медь, отливают в литейную форму 3, его температура составляет приблизительно 1150°С. После того как анод разлит, его перемещают по направлению вращения колеса 2 для отливки анодов на следующую стадию отливки анода, т.е. на стадию охлаждения. В блоке 5 охлаждения поверхность 6 анода 4 охлаждают, чтобы понизить его температуру перед отделением анода от литейной формы. Блок 5 охлаждения снабжен вытяжным колпаком 7, через который удаляют пары, образовавшиеся во время процесса охлаждения. В блоке 5 охлаждения на поверхность 6 анода 4 подают охлаждающую воду 8 через верхние водяные форсунки 9, расположенные над анодами. При вращении колеса 2 для отливки анодов, при необходимости, подлежащий охлаждению анод перемещают на следующую стадию охлаждения. После блока охлаждения анод поступает на стадию 10 отделения, где анод отделяют от литейной формы 3, пока температура анода составляет 700-900°С. Затем анод 4 передают далее на стадию 21 охлаждения и очистки и, при необходимости, на последующую обработку. Согласно данному изобретению избыточную охлаждающую воду удаляют с поверхности 6 анода по меньшей мере один раз между стадиями 11-15 охлаждения, происходящими в блоке 5 охлаждения. Под одной стадией охлаждения понимают стадию, на которой охлаждающую воду распыляют на поверхность анода в течение требуемого времени через верхние водяные форсунки 9. Согласно примеру после отливки анод передают на стадию 11 охлаждения, где охлаждающую воду распыляют на поверхность 6 анода для охлаждения анода. Согласно примеру после стадии 11 охлаждения избыточную охлаждающую воду удаляют с поверхности анода перед следующей стадией 12 охлаждения. Средство удаления охлаждающей воды, т.е. система 16 обезвоживания, по меньшей мере частично расположена в пространстве, остающемся между литейными формами 3, расположенными в колесе для отливки анодов. Охлаждающую воду 8 удаляют с поверхности 6 анода подачей под давлением, например, с помощью насоса, воды на поверхность анода таким образом, что вода смещает охлаждающую воду с поверхности анода. В соединении с данной установкой расположен соединительный патрубок 22 для воды, из которого можно брать воду как для верхней водяной форсунки, так и для системы 16 обезвоживания. Согласно примеру воду подают вод давлением в трубу 17 (или аналогичное оборудование), проходящую по ширине анода 4, через которую воду далее подают в форсунки 18. Форсунки, например веерные форсунки или плоские форсунки, подают воду, предпочтительно со скоростью по меньшей мере 10 л в минуту (л/мин), струями при подходящем давлении, таком как 0,3-0,5 МПа (3-5 бар), на поверхность движущегося анода, в то время как литейные формы продвигаются на некоторое расстояние, например, на 1-2 литейные формы, в литейном колесе. В то же время, благодаря эффекту водяной завесы 19, создаваемой подаваемой под давлением водой, избыточную воду, находящуюся на поверхности анода, удаляют на противоположную сторону поверхности 6 анода по отношению к направлению 20 движения анода. Таким образом, анод 4 становится почти сухим перед следующей стадией 12 охлаждения, и охлаждающую воду можно добавлять и, таким образом, можно ускорить процесс охлаждения. Согласно примеру анод охлаждают на пяти различных стадиях 11-15 охлаждения; в таком случае охлаждающую воду удаляют с поверхности анода в две стадии, после первого водяного охлаждения 11 и непосредственно перед извлечением анода из блока 5 охлаждения после последней стадии 15 охлаждения. Очевидно, что в пределах объема воплощений данного изобретения охлаждающую воду можно удалять с поверхности анода также после каждой стадии 11-15 водяного охлаждения. Согласно примеру воду подают на поверхность анода с расстояния С, которое, согласно примеру, составляет 200-300 мм от поверхности анода, таким образом, что эффект удаления избыточной охлаждающей воды, создаваемый подаваемой водяной завесой 19 наиболее предпочтителен. Предпочтительное решение для эффективного удаления охлаждающей воды состоит в размещении форсунок под углом В, равном 20-50° по отношению к поверхности 6 движущегося анода. В системе 16 обезвоживания форсунки 18 можно также расположить для подачи воды в несколько -2- 013363 рядов; в таком случае число труб 17 также может быть равно двум или более. При необходимости часть форсунок 18 можно исключить из применения и их можно применять только для части анодов. На фиг. 3 показано расположение трубы 17 и форсунок 18 по отношению к литейной форме 3. Угол D между системой 16 обезвоживания и верхней водяной форсункой 9 можно варьировать в зависимости от того, куда направлена удаляемая охлаждающая вода посредством очищающей водяной завесы 19. Для специалиста в данной области очевидно, что различные воплощения данного изобретения не ограничены описанными выше примерами, но могут варьироваться в пределах объема прилагаемой формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ охлаждения анодов (4) в связи с отливкой (1) анодов, в котором расплавленный металл отливают в литейную форму (3) колеса (2) для отливки анодов; указанное колесо для отливки анодов транспортирует анод в литейной форме в блок (5) охлаждения, где анод (4) охлаждают подачей воды на поверхность (6) анода по меньшей мере в две стадии; после охлаждения анод (4) отделяют от литейной формы в блоке (10) отделения; отличающийся тем, что в блоке (5) охлаждения между стадиями охлаждения охлаждающую воду удаляют с поверхности анода по меньшей мере один раз до извлечения анода (4) из блока (5) охлаждения. 2. Способ по п.1, отличающийся тем, что охлаждающую воду удаляют с поверхности (6) анода направлением струи (19) промежуточного агента на поверхность движущегося анода под подходящим углом, предпочтительно под углом (В) 20-50° по отношению к поверхности анода. 3. Способ по п.2, отличающийся тем, что струя (19) промежуточного агента представляет собой воду. 4. Способ по п.2, отличающийся тем, что струя (19) промежуточного агента представляет собой воздух. 5. Способ по пп.2, 3 или 4, отличающийся тем, что струю (19) промежуточного агента подают на поверхность анода с подходящей высоты (С), предпочтительно с высоты 200-300 мм от поверхности (6) анода (4). 6. Способ по пп.2, 3, 4 или 5, отличающийся тем, что струю (19) промежуточного агента подают через подходящее число форсунок (18), преимущественно через по меньшей мере две форсунки. 7. Способ по п.1, отличающийся тем, что в блоке (5) охлаждения поверхность (6) анода охлаждают подачей воды на поверхность анода в пять стадий (11, 12, 13, 14, 15) охлаждения таким образом, что охлаждающую воду удаляют с поверхности анода по меньшей мере дважды. 8. Способ по п.1, отличающийся тем, что охлаждающую воду удаляют с поверхности анода в направлении, противоположном направлению (20) вращения анода в колесе (2) для отливки анодов. 9. Способ по пп.3, 5, 6, 7 или 8, отличающийся тем, что скорость подачи воды составляет приблизительно 10-120 л/мин, при давлении 0,3-0,5 МПа (3-5 бар). 10. Установка для охлаждения анодов (4) в связи с отливкой анодов, в которой колесо (2) для отливки анодов включает литейную форму (3), выполненную с возможностью разливки в нее расплавленного металла, и в которой обеспечена возможность последующего перемещения анода в блок (5) охлаждения, который выполнен с возможностью охлаждения анода путем распыления охлаждающей воды на поверхность анода по меньшей мере в две стадии; после чего анод (4) может быть отделен от литейной формы (3); отличающаяся тем, что указанная установка включает средство удаления охлаждающей воды с поверхности (6) анода перед извлечением анода из блока (5) охлаждения. 11. Установка по п.10, отличающаяся тем, что она включает систему (16) обезвоживания, состоящую из по меньшей мере двух расположенных рядом форсунок (18) для подачи промежуточного агента, такого как вода или воздух, на поверхность (6) анода. 12. Установка по п.11, отличающаяся тем, что система (16) обезвоживания включает средства (17, 22) транспортировки промежуточного агента в форсунки (18). 13. Установка по п.11 или 12, отличающаяся тем, что система (16) обезвоживания по меньшей мере частично расположена в пространстве, остающемся между литейными формами (3), установленными в колесе (2) для отливки анодов. 14. Установка по пп.11, 12 или 13, отличающаяся тем, что форсунки (18) расположены под подходящим углом (В), например под углом 20-50° по отношению к поверхности (6) анода. 15. Установка по п.11 или 12, отличающаяся тем, что угол (D) между системой (16) обезвоживания и верхней водяной форсункой (9), установленной в блоке охлаждения, можно изменять в горизонтальном направлении. 16. Установка по пп.11, 12, 13, 14 или 15, отличающаяся тем, что форсунки (18) расположены на подходящем расстоянии (С), предпочтительно на расстоянии 200-300 мм от поверхности (6) анода в вертикальном направлении. 17. Установка по любому из пп.1-16, отличающаяся тем, что данное оборудование включает две системы (16) обезвоживания, расположенные последовательно, обе из которых снабжены форсунками по меньшей мере в один ряд таким образом, что расстояние между последовательно действующими рядами струй составляет предпочтительно 50-200 мм. -3- 013363 Фиг. 1 Фиг. 2 Фиг. 3 Евразийская патентная организация, ЕАПВ Россия, 109012, Москва, Малый Черкасский пер., 2 -4-