2-4 Виды геометрии передних поверхностей токарных пластин
advertisement

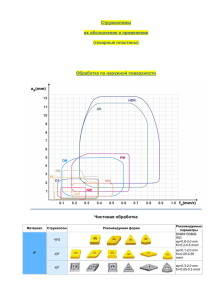
Точение. Геометрии передних поверхностей
ЧИСТОВАЯ ОБРАБОТКА
Негативные СМП:
Fl - Двусторонняя СМП для чистовой и получистовой обработки. Острая режущая кромка и
положительный передний угол, снижающий силу резания. Первый выбор - материалы группы
Р, М, S. Возможное применение К, N.
Позитивные СМП:
F2 - Тонкое чистовое точение. Непрерывное резание. Первый выбор - материалы группы Р, К.
Возможное применение - М;
FЗ- Получистовая и чистовая обработка. Средние подачи. Применение-материалы группы Р, М, К;
F4 - Чистовое точение. Непрерывное резание. Рекомендуется для внутренней расточки.
Применение-материалы группы Р, М, К, S;
F6 - Для чистовых операций. Первый выбор - материалы группы Р, М, К;
F7 - От чистового до чернового точения. Средние и высокие подачи. Применение - материалы
группы Р, М, К.
ПОЛУЧИСТОВАЯ ОБРАБОТКА
Негативные двухсторошше СМП:
Ml - Устойчивое стружкодроблениев широком диапазоне применения. Эффективное применение
на станках с ЧПУ. Обработка материалов группы Р, М, К.
М2 - Позитивный передний угол, предотвращающий деформацию. Негативный наклон кромки для
предотвращения сколов. Основное применение - материалы группы Р, М, S.
МЗ - Надежная режущая кромка. Получистовая и легкая черновая обработка чугунов и сталей.
М4 - Получистовое точение. Продольное точение, подрезка и профильная обработка.
Универсальная геометрия, создает хорошие условия резания. Основное применение - группа Р.
Мб - Для двухсторонних СМП. Получистовое, чистовое точение. Обработка материалов группы
Р и К. Возможное применение-М.
М7 - Получистовое точение. Основное применение - материалы группы Р.
MS -Чистовое, получистовое точение. Основное применение - материалы группы М и S.
М9 - Получистовое, легкое черновое точение. Основное применение - материалы группы М, S,
хорошие результаты и по Р, К.
МН - Для двухсторонних СМП. Чистовое и получистовое точение. Обработка материалов
группы S и М.
MS - Снижение сил резания за счет положительной геометрии передней поверхности. Высокая
прочность режущей кромки. Обработка низкоуглеродистыхсталей, алюминия и меди.
Позитивные СМП:
М5 - Универсальная геометрия для обработки нержавеющих сталей.
ЧЕРНОВАЯ ОБРАБОТКА
Rl - Для односторонних СМП. От чернового до тяжелого чернового точения. От непрерывного до
сильно прерывистого резания. Основная область применения - материалы группы Р, К.
Возможное применение - материалы группы М. Условное применение - материалы группы S.
R2 - Для двусторонних СМП. Обработка сталей и чугунов при больших глубинах резания и
подачах. Высокая стойкость СМП при прерывистом резании.
71- Для односторонних СМП. Рекомендуетсядля черновой обработки мелких серий деталей из
материалов группы Р, М, К.
R4 - Для двусторонних СМП. Черновая обработка материалов группы Р, М, К, S.
R5 - Черновое точение с возможностью быстрого съема больших объемов металлов при обработке
стали. Положительная черновая геометрия обеспечивает низкие усилия резания. Одностороння
пластина с повышенной жесткостью.
R6-Двусторонний стружколомдля удаления корки и прерывистого резания. Большая стружечная
канавка и широкая режущая кромка позволяет работать на высоких подачах. Обработка
материалов группы Р, М.
R7 - Односторонняя СМП. Универсальная геометрия. От черновой до получистовой обработки.
Применение - материалы группы Р, М, S. Возможное применение - К.
RS2-Двусторонняя СМП. Первый выбор для полутяжелого резания труднообрабатываемых
материалов. Двусторонний стружколом. Хорошее сочетание прочности и жесткости режущей
кромки с геометрией для высокой износостойкости.
S33-08-Для двусторонних СМП. Черновая обработка материалов группы Р, М, К
Негативные двухстороииие СМП:
RS - Черновое точение. Применение - материалы группы Р, М, S.
ТЯЖЕЛАЯ ЧЕРНОВАЯ ОБРАБОТКА
Hl - Одностороння СМП. Устойчивое стружкодробление при больших глубинах резания и подачах.
Устойчивость к ударным нагрузкам благодаря упрочненной геометрии режущей кромки.
Снижение сил резания за счет специальной геометрии СМП. Обработка сталей.
Н2 - Односторонняя пластина. Тяжелая черновая обработка легированных и углеродистых сталей.
НЗ - Односторонняя СМП. Сверхтяжелая черновая обработка. Очень прочная геометрия режущей
кромки. Ряд мелких выступов по периметру, препятствуют износу по передней поверхности.
Основное применение - материалы группы Р и К.
Н4 - Односторонняя СМП. Тяжелая черновая обработка. Основное применение - материалы
группы Р.
ТРАДИЦИОННАЯ ГЕОМЕТРИЯ ПЕРЕДНЕЙ ПОВЕРХНОСТИ
.NMG -
Двусторонняя пластина с одной лункой по периметру передней поверхности. Уступает
современным конструкциям стружколомов по области устойчивого стружкодробления.
Основное применение - получистовая обработка углеродистых сталей .
.NMM - Односторонняя СМП. Простая геометрия в виде одной лунки по передней поверхности.
Пригодна для точения материалов группы Р.
.NMM-2 -Односторонняя СМП с двойной лункой по периметру пластины. Отрицательная
геометрия режущей кромки для крупноразмерного инструмента соответствует
принятым стандартам. Область применения - от получистовых до черновых операций.
Используется при обработке углеродистых и нержавеющих сталей .
.NM(U)A - Пластина с плоской передней поверхностью. Универсальный выбор для обработки
чугуна и твердых материалов.
Номенклатура СМП с современными формами
~
переднеи поверхности
Негативные СМП
Зона стружкодре бления
ар,мм
fn, мм/об
Геометрия
стружколома
Область
применения
ФОРМА
FI
Р М К N S
PN
Р М К N S
CNМG-120404-Fl
CNМG-120404-MS
CNМG-120408-Fl
О 07-0 25
О 05-0 20
О 08-0 25
р 11.А ·"-
rl'I.ТIЦП_J эгипя.мэ
() ] ')_()
р
р
р
р
CNМG- l20408-R4
СNМ G-120412-M9
CNМG-l20412-R4
CNМG-160612-M2
О
О
О
О
l'NМП-1.;n,;17 М7
l'NМП-1 ,;n,; 1 ?-R?
() 1 >(_() ,;
n 7.:;_n 7n
() ><-7 ()
CNМG-160612-R4
CNМG-l60616-М2
CNМG-160616-R4
CNМG-190612-R2
О 30-0 60
018-060
О 30-0 70
О 30-0 75
2 0-7 О
2 0-7 О
2 0-7 О
1 7-1 О.О
() ,1()_()
'
:мs
FI
м,
Rd
М9
R4
М2
М7
R2
Dd
М2
R4
R2
Rd
м Т{ s
м к s
м Т{ s
м s
р
РК
р м к
PMS
PMKS
s
РК
о~,
р 11.А
Мб
R4
РМК
к"'
SM
PMKS
rмцп_ 1 qn,; 17-RЛ
CNМG-190616-RS2
CNМG-l90616-M6
CNМG-190616-R4
,.:;
15-0.50
20-0 50
20-0 50
15-0 45
7()
015-035
О 20-0 80
О 30-0 80
О 4-3 5
О 8-3 5
О 6-3 5
]()Л()
l
1
l
1
0-5
0-5
0-5
5-6
О
О
О
О
1 ~->< п
()_!{ ()
1.0-3 О
l 6-8 О
4 0-8 О
продолжение таблицы на следующей странице
продолжение таблицы
Геометрия
стружколома
Hl
Н2
Rl
Область
применения
р
р
R1
PMKS
р мкс;:
HI
р
Н4
Fl
М4
р
Р М KN S
р
п,
м,
РК
мн
мs
PMKS
PMKS
РМ
R4
R4
R6
р
м s
м к s
DЛ.
р
DЛ
PMKS
РК
R2
RЗ
RS
р
м к
р
Н2
р
R1
R1
мкс;:
PMKS
HI
р
Rl
R7
PMKS
PMKS
U't
~~~.ЛR
р
РК
РМК
Н1
р
Rl
PMKS
РМК
S33-08
71
м,
М2
Н2
М2
М2
р
мкs
PMS
PMS
р
PMS
М9
р м s
MS
м ч
РМК
PMKS
РКН
PMKS
R2
РК
М2
М9
R2
R2
R2
р м к s
PMKS
MR
MR
MI
М2
мз
RR
ФОРМА
р
к
РК
РК
PMS
'
··- -
СNММ-190612-НI
СNММ-190612-Н2
СNММ-190616-Rl
rl\Тl\AM-1 ()()(;')Л_D 1
CNМM-250724-Hl
СNММ-2 50924-Н4
DNMG-110404-Fl
DNMG-150608-М4
nNмr._1 .:;n,;1 ?-R?
SNI\Ar,._J JM()R-M?
SNMG-120408-МН
SNMG-120408-R4
SNMG-120412-R4
SNMG-120408-R6
SNMП-1 ,м 17_11л.
SNMG-150612-R4
SNMG-l 90616-R2
SNMM-120412-R3
SNММ-150612-RS
SNMM-l<Юt>l ?-Н?
c;:NММ-lQ(),;J h-D]
SNММ-190624-Rl
SNMM-250724-Hl
SNММ-250724-Rl
SNММ-250724-Ю
с;:NММ-?<;n7,?-Н,
SNММ-25 073 2-71
SNММ-250924-Нl
SNММ-250924-Rl
SNММ-25 093 2-71
SNММ-2:'inQ,2-71
тымо.: l'>M()R-M?
TNMG-220408-М2
ТNММ-220408-Н2
VNMG-l 60404-M2
VNMG-160408-M2
WNMr.-n,;MМ-MR
WN MП-nl'>M оя, мя
WNMG-080408-Ml
WNMG-080408-М2
WN MG-080408-M3
WNMП-080408-MQ
WNMП-nRMnR-R?
WNMG-080412-М2
WNMG-080412-M9
WNMG-080412-R2
WNMG-100608-R2
WNMG-100612-R2
WNMП- 1 ,n,; 12- R R
Зона стружколробления
fn, мм/об
О 30-0 70
О 45-0 80
О 50-1 21
() .::IЛ-1 J()
О 50-1 20
О 80-1 40
О 07-0 30
О 30-0 50
() ')<;_() 7()
() 11-() ,1()
О 20-040
О 20-0 60
О 30-0 70
О 25-0 60
() J'i-() хо
О 30-0 80
О 31-0 82
О 35-0 90
О 25-0 70
() Ll.'i-() яо
() <;()_] ,,;
О 50-1 40
О 55-1 20
О 50-1 40
О 50-1 40
n .:;.:;_1 ,n
О 50-1 40
О 55-1 20
О 50-1 40
О 55-1 20
() 'i0-1 40
() 1 ')_() 1()
О 15-040
О 25-0 60
О 10-0 30
О 10-040
() 1 ()_() Л()
ап.мм
3 0-8 О
3 0-9 О
5 0-13 4
з пл э п
5 0-12 О
7 0-12 О
О 8-3 О
О 5-6.0
1 ,_7 ()
1 ()..Л ()
1 0-4 О
2 0-5 О
2 0-5 О
1 5-6 О
') ()_7 ()
2 5-7.0
1 9-12 3
2 0-8 О
1 0-9 О
л ()_(} ()
.:;11-1,,
5 0-13 О
5 0-12 О
5 0-14 О
30-160
.:; ()_] ') 7
5 0-12 О
50-120
5 0-140
50-140
.:; 11- 14Л
1 ()_1 ()
1 0-4 О
1 3-7.0
1 0-3 О
10-35
() 'i-1 ()
.:;_, ()
() ]()_() 4.:;
()
О 10-0 50
О 12-0 35
О 16-045
О 20-0 50
n эпл .:;n
О 15-0 40
О 25-0 50
О 25-0 50
О 30-0 80
О 30-0 80
1 0-5.0
1 0-4 О
10-45
1 0-6 О
1 ()_7 ()
1 5-4.5
1 0-6 О
1 3-7 О
2 5-7 5
3 0-7 5
2 'i-7 ()
() ')<;_() f):)
Позитивные СМП
Геометрия
стоvжколома
F3
F3
F2
F2
R5
F3
R5
Обласгъ
поименения
РМК
Р.МК
РМК
рмк
р
РМК
р
F3
РМК
F3
рмк
F3
РМК
РМК
Р.МК
РМК
м
-
F3
F3
F7
-
Fб
Fб
F2
R5
F3
Fб
Fб
F3
F4
М5
рмк
РМК
РМ
РМ.К
РМК
г.к.м
р
РМК
РМК
ФОРМА
CCMT-060202-F3
ССМТ-060204-F3
С СМТ-09Т302 E-F2
ССМТ-09Т304Е-F2
ССМТ-09Т308-R5
С СМТ-120408-F3
ССМТ-120412-RS
DCMT-I IТ304-F3
DCMT-11Т308-F3
R CMT- l 204MO-F3
RСМТ-1606МО-Мl
RСМТ-2006МО
SCMT-09T304-F3
SCMT-09T308-F3
SCM T- l 20408-F7
SCMT-380932
SPM R-090308-F6
SPMR-120308-F6
ТСМТ-110204Е-F2
ТСМТ-110308-RS
ТСМТ-16Т304-F3
TPМR-110308-F6
РМК
ТРМR- 1 1',() зпя, Ff,
р
V СМ Т-0 80204-F3
VCMT-160404-F4
VCMT-l 60408-M5
т.мк.з
м
Зона спвжкеяпобления
ао.мм
fn мм/об
012-022
О 5-2 5
О 14-0 25
О 5-2 5
О 08-020
О 5-3 О
О 08-0 25
О 5-3 О
О 12-0 35
1 0-4 О
О 14-0 30
О 8-3 О
О 17-0 50
15-45
О 15-0 25
10-25
О 12-0 3
1 5-3 О
О 20-0 50
1 5-6 О
О 20-0 60
2 0-6 О
О 20-0 60
2 0-8 О
О 12-0 30
1 0-3 5
О 12-0 30
1 0-3 5
О 20-0 50
1 0-5 О
100-200
4 0-16 О
О 16-0 40
1 5-6 О
О 16-0 40
1 5-6 О
О 05-0 10
О 5-3 О
О 10-0 30
О 8-3 О
О 18-0 40
1 0-4 О
О 15-0 30
1.0-3 5
() '".()
4()
О 05-0 25
О 05-0 25
О 13-0 33
1
()..LI. ()
О 3-2 О
О 5-2 5
О 6-2 6