56 ТЭК. экология. ЖКХ.
advertisement

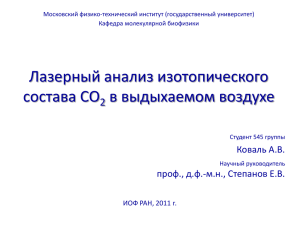
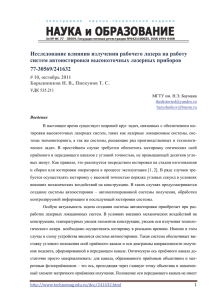
56 ТЭК. экология. ЖКХ. неравномерное распределение внутренних на пряжений; межатомные связи нагружены неоди наково, а в атомной структуре имеются слабые места. Низкая прочность льда тесно связана с его большой текучестью, увеличивающейся по мере роста напряжения (механического воздействия или воздействия лазерным импульсом). Текучесть также резко увеличивается с температурой. Так, с понижением температуры лед приближается по своим свойствам к абсолютно твердому телу, а при близкой к таянию температуре текучесть льда в 106 раз выше, чем, например, у горных пород. Многообразие и сложность температурных зависимостей теплофизических параметров льда делает адекватный теоретический анализ процесса его взаимодействия с лазерным излу чением чрезвычайно затруднительным. Поэтому для реального прогнозирования результатов, не обходимо проведение экспериментов по воздей ствию лазерного излучения на сосульки. Причем из сказанного выше видно, что режим разруше ния сосулек лазером может заметно различать ся в зависимости от погодных условий. Выбор длины волны излучения и типа лазера ясен из анализа спектральных кривых отражения и поглощения льдом лазерного излучения. Хоро шо известно, что в видимой области лед и вода практически прозрачны, при этом лед обладает высоким коэффициентом отражения (до 0.45). В то же время при смещении в ближний и средний ИК диапазоны поглощение воды и льда значи тельно возрастает (см. кривую на рис. 1). Поскольку наличие высокого коэффициента поглощения является основным условием эффек тивного воздействия лазерного излучения на ма териал, целесообразно для экспериментов по удалению сосулек выбрать лазер, излучающий в среднем ИКдиапазоне длин волн. Наиболее целесообразным представляется выбор СО2ла зера с длиной волны излучения в области 10ти микрон (наиболее сильная линия генерации – 10.6 мкм). Важно отметить, что в настоящее время СО2 лазеры как непрерывного, так и импульснопе риодического режима работы широко применя ются в технологии обработки материалов, явля ются сравнительно недорогими, достаточно эф фективными приборами, серийно производимы ми при мощности излучения до десятков киловатт в мире и в России большим количеством компа ний. Кроме этого, длина волны излучения СО2 лазеров лежит в окне прозрачности атмосфе ры, поэтому доставка луча без потерь энергии с уровня земли до уровня сосулек на крышах (не сколько десятков метров) не вызывает серьезных проблем. Рис. 1. Спектральная зависимость коэффициента поглощения воды [3] ИНДУСТРИЯ 3/2011 Наиболее очевидным (классическим) тепло вым способом борьбы с сосульками с использо ванием СО2лазера непрерывного режима яв ляется срезание сосульки путем расплавления льда в ее основании перемещающимся сфоку сированным лучом лазера. Отметим, что по дан ным сайта www.termoplaza.ru в эксперименте еще в 2000 году использовался компактный ще левой СО2лазер мощностью около 250 Вт в пуч ке, который показал неплохие результаты. Серия модельных экспериментов по разрезанию сосу лек лучом непрерывного СО2лазера была про ведена и в ЗАО «Лазерная физика» в 2010 году. Их описание, анализ и масштабирование полу ченных результатов будут приведены ниже. Остановимся еще на одном, менее прора ботанном, но, возможно, более эффективном способе удалении сосулек с применением луча импульснопериодического СО2лазера. В об ласти 10.6 мкм коэффициент поглощения воды и льда достигает 103 см1 и близок к соответствую щему показателю поглощения стекла 9·102 см1 (см. таблицу). Технология обработки стекла СО2 лазером давно и хорошо разработана [4]. По пытаемся на ее основе качественно прогнози ровать процесс воздействия импульсного лазер ного излучения на лед. Хорошо известно, что при столь высоких зна чениях коэффициента поглощения лазерное из лучение поглощается в очень тонком слое мате риала (до 10 мкм), материал разогревается и дальнейшие процессы определяются как его теп лофизическими свойствами, так и параметрами излучения. При разогреве стекло растрескива ется под действием внутренних напряжений, что используется в технологическом процессе скрай бирования (управляемое раскалывание). Наибо лее эффективно процесс скрайбирования стек