/ЛИТЬЕВАЯ И ЭКСТРУЗИОННАЯ ОСНАСТКА ТЕМА НОМЕРА
advertisement

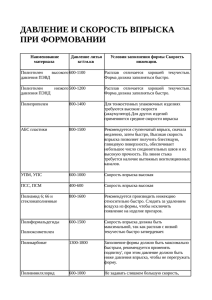
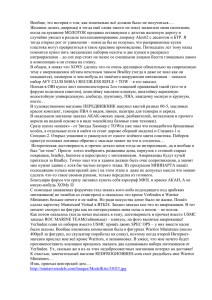
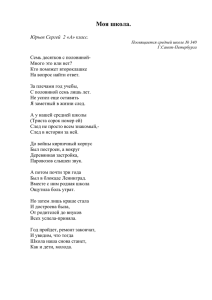
ТЕМА НОМЕРА/ЛИТЬЕВАЯ И ЭКСТРУЗИОННАЯ ОСНАСТКА Хорошо спроектированная литниковая система является основным фактором получения качественной отливки. Она позволяет добиться нужной температуры и давления впрыска пластика, обеспечить равномерность заполнения полости формы и отсутствие следов течения расплава. Конструирование пресс-формы всегда начинается с определения оптимальных точек впрыска расплава и выбора типа используемых литниковых каналов №4 (144) 2015 Проектирование литниковых каналов В месте расположения литника, подающего расплавленный материал в полость формы, после извлечения детали из формы всегда остается след. В холодноканальных прессформах это след механического отделения Сергей ЗОРИН, литника (отрыва, слома, откусывания или независимый эксперт фрезеровки), и его наличие на лицевой поверхности изделия чаще всего недопустимо. Поскольку в термопластавтоматах толкающая и питающая Матрица системы расположены с противоположных сторон, подача расплава обычно происходит Плоскость именно с лицевой стороны отразъема Пуансон ливаемой детали. Конструктор должен опреЛитник делить одно или несколько мест впрыска, которые, с одной стороны, обеспечат правильное заполнение поРисунок 1. Прямой канал лости формы материалом, а с другой — максимально скроют след от питающей «пуповины». К каждой точке впрыска подводится литниковый канал, форма и размер которого Рисунок 2. Боковой литник рассчитываются, исходя из параметров конкретной отливаемой Матрица детали. При всем многообразии вариантов оформления литниковых каналов можно выделить Плоскость Пуансон пять видов типовых решений. разъема Прямой канал (direct gate) — саПитатель Литник мое простое решение, когда расплав подается непосредственно в полость формы изделия (рис. 1). После его извлечения довольно массивный центральный литник 26 ПЛАСТИКС отделяется механическим способом, оставляя значительный след в самом центре наружной поверхности. Несомненным плюсом прямого канала являются его простота и хорошая заполняемость полости детали материалом. Разводящий канал с неотделяющимся литником подает расплав сразу в несколько точек полости формы, позволяя отливать несколько изделий в одной пресс-форме. При таком решении питающий литник, как и в случае прямого канала, требует механического отделения после извлечения из формы, однако его размер значительно меньше и след от его удаления минимален. В зависимости от конфигурации детали выбирается одна из следующих конструкций литника: — боковой литник (side gate). Довольно простая конструкция, обеспечивающая хорошее заполнение полости формы расплавом (рис. 2). После отделения остается небольшой след на боковой поверхности изделия; — нижний литник (under gate). Отличается от бокового только тем, что часть литникового канала расположена на плите пуансона и след от литника остается на нижней кромке изделия; — смещенный литник (tab gate). След от такого литника такой же, как и при боковом литнике, однако материал, прежде чем попасть в полость формы, должен заполнить небольшую зону смещения, что снижает его скорость и вызывает дополнительную турбулентность потока. В результате уменьшаются следы течения расплава около места впрыска; www.plastics.ru ПЛАСТИКС №4 (144) 2015 струкция туннельного литника имеет Матрица несколько вариаций, отличающихся небольшими деталями: можно офорПлоскость мить его в плите матрицы, спроектиПуансон разъема ровать подныривающий туннельный литник или литник с возможностью Питатель Литник литья в канал толкателя. Разводящий канал в отдельной плоскости разъема с точечными литниками (pinpoint gate). Применение такого решения возможно только в прессформах трехплитной конструкции с Рисунок 3. Пленочный литник отдельной плоскостью разъема для разводящего литника (рис. 6). В этой плоскости Рисунок 4. Дисковый литник происходит распределение потоков расплава с последующей подачей в Матрица нужные места полости формы. Благодаря тому, что разводящий литник находится в отдельной плоскости Плоскость пресс-формы, появляется возможразъема ность оформить литник в любой точке Пуансон (или в нескольких точках) поверхноЛитник сти изделия. Поскольку литник изПитатель влекается в своей плоскости разъема, он имеет обратный по отношению к детали уклон, и место впрыска представляет собой небольшую точку на На правах рекламы — пленочный литник (film gate) используется для изделий плоской формы, после отделения литника остается едва заметный тонкий след (рис. 3); — веерный литник (fan gate). Промежуточное решение для плоских деталей между боковым и пленочным литником. Легко отламывается, оставляя тонкий след. Протяженность линии несколько меньше, чем у пленочного; — дисковый литник (disc gate) используется в цилиндрических изделиях для обеспечения равномерного заполнения полости формы и уменьшения следов течения материала (рис. 4). После отделения остается кольцевидный след на внутренней поверхности цилиндрического изделия. Разводящий канал с самоотделяющимся туннельным литником (submarine, tunnel gate). Данное решение позволяет добиться автоматического отделения литника при раскрытии пресс-формы (рис. 5). След от литника небольшой, расположен на внешней поверхности детали либо на внутреннем ребре. Главным недостатком такого решения является сложность выдержки детали под давлением в связи с быстрым застыванием литника. Кон- ТЕМА НОМЕРА/ЛИТЬЕВАЯ И ЭКСТРУЗИОННАЯ ОСНАСТКА www.plastics.ru 27 ТЕМА НОМЕРА/ЛИТЬЕВАЯ И ЭКСТРУЗИОННАЯ ОСНАСТКА Отлипатель Матрица Плоскость разъема Пуансон Плоскость разъема Литник Литник Плита крепления ПЛАСТИКС Подводящий литник Питатель Центральный литник Плоскость разъема Пуансон Рисунок 5. Туннельный литник Рисунок 8. Детали, снятые с «семейной» пресс-формы Рисунок 9. Типы расположения гнезд Рисунок 10. Типы поперечного сечения разводящих каналов Рисунок 6. Разводящий канал в отдельной плоскости разъема с точечными литниками поверхности. Отделение литника происходит автоматически при раскрытии формы, однако появляется проблема извлечения самого литника из пресс-формы. Плоскость разъема литника недоступна для основной толкающей системы пресс-формы, и поэтому чаще всего литник приходится извлекать вручную или специальным роботомавтоматом. Горячий канал. Горячеканальные пресс-формы являются особым видом оснастки, поскольку они значительно сложнее и дороже рассмотренных выше холодноканальных реализаций. На практике очень часто в одной пресс-форме комбинируются несколько видов различных каналов, особенно если эта пресс-форма многогнездная и содержит различные детали. При таком размещении важно правильно расположить детали в форме и определить конфигурацию разводящего литника. Однако для начала надо определиться между «семейными» и многогнездными пресс-формами. Многогнездной является пресс-форма, на которой за один цикл отливаются несколько идентичных деталей (рис. 7). «Семейной» называют пресс-форму, на которой за один цикл можно отлить несколько деталей различного размера или массы. ПЛИТА 1 1 2 3 4 5 ПЛИТА 2 1 — круглый; 2 — трапецеидальный со скругленными углами; 3 — трапецеидальный; 4 — полукруглый; 5 — квадратный 28 Разводящий литник Матрица Питатель Питатель №4 (144) 2015 Рисунок 7. Многогнездная пресс-форма и детали, отлитые на ней При проектировании многогнездных и «семейных» пресс-форм необходимо учитывать: — материал и цвет деталей. Изделия в каждой пресс-форме должны быть скомпонованы по марке материала и цвету пластмассы; — объем производства изделий. Для больших объемов выпуска предпочтителен вариант изготовления высокопроизводительных многогнездных пресс-форм, для небольших объемов экономически целесообразно изготавливать «семейные» пресс-формы; — габаритные размеры, вес (объем) и сложность (конструктивные особенности) деталей. Многогнездные и «семейные» прессформы необходимо конструировать таким образом, чтобы каждое гнездо заполнялось расплавом термопласта одновременно. Для этого нужно сбалансировать давление и температуру потока расплава в литниковых каналах. Сбалансированность достигается за счет: — радиального или линейного расположения гнезд (рис. 9); — расчета оптимального поперечного сечения разводящих каналов (рис. 10); — расчета длины и площади разводящих и подводящих каналов (литников). Форма и размеры литниковых каналов должны обеспечивать минимальные потери давления и тепла во время течения расплава термопласта. Неправильно сконструированная несбалансированная пресс-форма может привести, например, к нестабильности размеров деталей в разных гнездах пресс-формы. Designing Runner Systems Sergey Zorin Well-designed runner system is the main factor for highquality casting. Such a runner achieves the necessary injection temperature and pressure, ensures uniform filling of the mold cavity and leaves no traces of melt flow. Mold designing always starts with the identification of optimal melt injection points and selection of the type of runner used. www.plastics.ru