ñìåíà ïîêîëåíèé Ïàÿëüíèêè ñ èíäóêöèîííûì íàãðåâîì:
advertisement

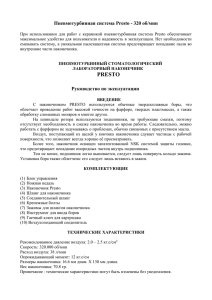
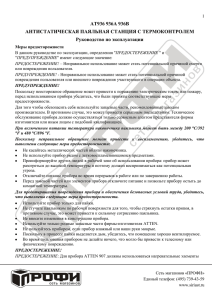
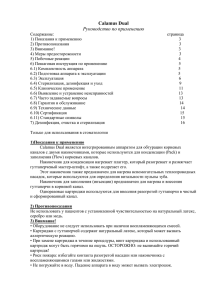
KiT#32(6).qxd 11/15/04 1:01 PM Page 196 Òåõíîëîãèè Êîìïîíåíòû è òåõíîëîãèè, ¹ 6’2003 Ïàÿëüíèêè ñ èíäóêöèîííûì íàãðåâîì: ñìåíà ïîêîëåíèé Èñòîðèÿ ýëåêòðè÷åñêîãî ïàÿëüíèêà íàñ÷èòûâàåò óæå áîëåå 80 ëåò. Íåñìîòðÿ íà ïîñòîÿííûå óñîâåðøåíñòâîâàíèÿ èíñòðóìåíòà, èñòî÷íèê íàãðåâà ïî ñåé äåíü îñòàâàëñÿ òåì æå, ÷òî è áûë, — ïðîâîäíèêîì ñ âûñîêèì ñîïðîòèâëåíèåì, ïîäêëþ÷åííûé ê èñòî÷íèêó íàïðÿæåíèÿ. Ìåæäó òåì, ñóùåñòâóåò àëüòåðíàòèâíûé ìåòîä íàãðåâà, ðàçðàáîòàííûé êîìïàíèåé Metcal, îñíîâàííûé íà èñïîëüçîâàíèè â êà÷åñòâå èñòî÷íèêà òåïëà ïåðåìåííîãî ìàãíèòíîãî ïîëÿ, à â êà÷åñòâå òåðìîðåãóëÿòîðà — ôåððîìàãíèòíîãî ìàòåðèàëà ñ ôèêñèðîâàííîé òåìïåðàòóðîé ðàçìàãíè÷èâàíèÿ (òî÷êîé Êþðè). Èíäóêöèîííûå ïàÿëüíèêè Metcal óñïåøíî ïðèìåíÿþòñÿ âî âñåì ìèðå. Ìû õîòåëè áû ïîçíàêîìèòü ñ íèìè ðîññèéñêèõ ìîíòàæíèêîâ è òåõíîëîãîâ. Äìèòðèé Êîëåñîâ dak@arguslimited.com ольшинство из тех, кто связан с пайкой компонентов паяльником, видят свою основную задачу в том, чтобы установить определенную стандартом предприятия или собственными соображениями температуру наконечника и выполнять все пайки при этой температуре. Также считается, что чем более точно выдерживается заданная температура, тем лучше будет обеспечено качество пайки. На контроль температуры зачастую затрачиваются огромные материальные, технические и организационные ресурсы: проводятся периодические поверки оборудования, приобретаются паяльные системы с цифровой индикацией и т. д. Оправдано ли такое внимание к температуре наконечника? Отвлечемся на минуту от стандартов и рассмотрим процесс пайки как чисто физическое явление. Что нужно для получения качественного паяного соединения? Если применяется эвтектический припой (63% олова и 37% свинца), то для его плавления, растекания и смачивания контактов соединение должно быть нагрето до температуры 205–220 °С, причем для исключения локального перегрева и нормальной работы флюса важно, чтобы время нагрева Б Рис. 1. Паяльная система SP200 196 не выходило за определенные рамки. Поскольку результат пайки полностью определяется температурой паяемого соединения и временем достижения этой температуры, возникает вопрос: а при чем же здесь температура наконечника? Какой смысл всеми силами поддерживать заветные 260 или 315 °С на жале паяльника, если температура пайки для эвтектического припоя заведомо меньше? На самом деле, задавая температуру наконечника, мы задаем количество запасенной в нем энергии, которую наконечник передает в контакт во время пайки. Как правило, температуру наконечника задают в диапазоне 260–370 °С с таким расчетом, чтобы время пайки оказалось в требуемых пределах. Степень нагрева соединения определяют визуально, прекращая пайку в момент полного растекания припоя по контакту, что примерно и соответствует температуре 205–220 °С. Таким образом, температура наконечника является показателем, лишь косвенно характеризующим количество энергии, передаваемой в соединение. Новый взгляд на монтаж с помощью паяльника заключается в том, чтобы непосредственно контролировать количество тепла, передаваемого в контакт, управляя при этом мгновенной мощностью нагревателя, а не температурой наконечника. Реализовать такой метод на основе традиционного резистивного способа нагрева достаточно сложно. Обычно для этого применялся контур управления с обратной связью, обладающий весьма ограниченным быстродействием, которое нельзя было увеличить, не нарушив устойчивость системы и не вызвав временного превышения температуры вследствие перерегулирования. Гораздо проще и эффективнее управлять нагревом паяемого соединения, используя индукционный паяльник, разработанный американской компанией Metcal. Метод запатентован под именем SmartHeat и основан на индукционном нагреве наконечника переменным магнитным полем. www.finestreet.ru KiT#32(6).qxd 11/15/04 1:01 PM Page 197 Òåõíîëîãèè Êîìïîíåíòû è òåõíîëîãèè, ¹ 6’2003 Рис. 3. Устройство картриджа (нагревательнаконечник) Рис. 2. Паяльник и картриджи Основным узлом паяльной системы является картридж, представляющий собой наконечник и нагреватель одновременно. Собственно наконечник изготовлен из меди с ферромагнитным покрытием (сплав железо-никель). Часть наконечника является сердечником катушки индуктивности, которая создает постоянно действующее переменное магнитное поле с частотой 470 кГц. Наконечник, точнее его высокоомный верхний слой, нагревается этим полем за счет наведенных поверхностных токов. При определенной температуре, известной в физике как точка Кюри, поверхностный слой теряет магнитные свойства. В результате прекращает действовать поверхностный эффект, и наведенные токи уходят внутрь медного наконечника, где они уже не вызывают нагрева. Таким образом, поглощение энергии из магнитного поля прекращается, и температура стабилизируется. Во время пайки температура наконечника падает, и он вновь начинает поглощать энергию из магнитного поля, стремясь удержать температуру части наконечника, находящейся внутри катушки, в точке Кюри. Чем более теплоемкий контакт приходится паять, тем больше отклонится температура и тем больше энергии будет поглощено из поля. Таким образом, система «подбирает» требуемую мощность для нагрева каждого контакта в зависимости от его теплоемкости. Система SmartHeat осуществляет естественное саморегулирование, не требуя никакого внешнего управления, кроме питания напряжением высокой частоты. Отсутствие термодатчика и обратной связи в системе гарантирует работу без задержек, колебаний температуры и, главное, без перерегулирования, в той или иной степени присутствующих в любом контуре автоматического управления. Простая оригинальная конструкция без регулируемых элементов резко повышает надежность системы и полностью избавляет от необходимости проводить периодическую поверку и калибровку. Температура картриджа полностью определяется точкой Кюри ферромагнитного сплава, покрывающего наконечник. Практически ее величина не имеет принципиального значения, поскольку при контакте с платой температура наконечника резко падает в силу его малой теплоемкости, после чего www.finestreet.ru происходит нагрев наконечника вместе с паяемым контактом. Скорость нагрева полностью определятся нагревательной способностью картриджа и площадью контакта наконечника с паяемым соединением. Для более точного обеспечения требуемой скорости нагрева выбирается картридж одной из трех серий с различной нагревательной способностью: 500, 600 или 700-й. Цифры соответствуют температуре картриджа (точке Кюри) в градусах по шкале Фаренгейта. Опыт показывает, что трех серий вполне достаточно для всех возможных паяльных работ. Причем в большинстве случаев применяется серия 600. Лишь при пайке особо легких плат, когда монтажник видит, что нагрев происходит слишком быстро, рекомендуется установить картридж серии 500. Точно так же при пайке многослойных плат с высокой теплоемкостью, если нагрев контакта занимает продолжительное время, больше подойдет картридж серии 700. Каждая серия предоставляет широкий выбор картриджей с наконечниками различных форм и размеров. Хотя картриджи выбирают по их нагревательной способности, в некоторых случаях может оказаться весьма полезной высочайшая точность отработки температуры наконечника, на которую он настроен при изготовлении. Если, к примеру, применяется картридж серии 500 (на 260 °С), это значит, что рабочая температура ни на мгновение не может превысить данное значение — просто законы физики не позволят. Кроме того, 260 °С — температура холостого хода наконечника, то есть ее можно наблюдать во всех точках наконечника только во время простоя инструмента. На самом деле, во время пайки температура самого кончика наконечника, касающегося платы, никогда не превышает 220 °С, поскольку система SmartHeat обеспечивает постоянный градиент, то есть разницу температуры внутри наконечника. Это означает, что наконечником серии 500 в принципе невозможно перегреть соединение, даже в результате ошибки монтажника. Столь уникальное свойство инструмента высоко оценили на предприятиях со строгим технологическим контролем, и особенно — в военной промышленности. Подчеркнем еще раз, что точное поддержание температуры наконечника в данном случае является сопутствующим эффектом, но ни в коем случае не целью. Кстати, поддержание постоянного градиента температуры в пределах 40–50 °С стало возможным исключительно благодаря совмещению наконечника с нагревателем. При проектировании каждого картриджа учитываются термодинамические свойства конкретного наконечника и подбирается оптимальная длина индукционной обмотки, что и определяет постоянный температурный градиент. Другим большим преимуществом объединения наконечника с нагревателем является отсутствие внутреннего теплового барьера. Речь идет в первую очередь о тепловом сопротивлении между нагревателем и наконечником, которое вносит основную погрешность в термоуправление резистивного паяльника и препятствует быстрой передаче тепла в наконечник, необходимой при пайке плат высокой теплоемкости. Тепловым сопротивлением в той или иной степени обладают все резистивные паяльники, особенно с керамическим нагревателем, поскольку керамика не допускает очень плотного механического прижима к наконечнику и сам материал имеет довольно низкую удельную теплопроводность. Картридж, используемый в паяльниках Metcal, полностью лишен этого недостатка, поскольку нагрев возникает в поверхностном слое самого наконечника, и тепло беспрепятственно передается через медь в точку пайки. В результате, индукционный инструмент, мощность которого Рис. 4. Результат сравнительного испытания паяльных систем 197 KiT#32(6).qxd 11/15/04 1:01 PM Page 198 Òåõíîëîãèè Êîìïîíåíòû è òåõíîëîãèè, ¹ 6’2003 не более 35 Вт, обладает теплопередачей, значительно превышающей этот параметр у резистивных паяльников даже очень высокого качества и гораздо большей мощности. Практически это позволяет выполнять более быстрый нагрев соединения при меньшей температуре. Для демонстрации теплопередачи своих паяльников в сравнении с термоинструментами других производителей Metcal провел испытания, подробно описанные на сайте компании. В эксперименте участвовали паяльные системы Metcal SP200 и еще три системы ведущих производителей. На всех паяльниках были установлены наконечники одинакового размера и задана одна и та же температура. Задача заключалась в том, чтобы за минимальное время последовательно запаять десять теплоемких контактов. Результат, приведенный на графике (рис. 4), 198 Рис. 5. Паяльник идеально сбалансирован показывает, что теплопередача паяльника Metcal на 25% выше лучшего из резистивных паяльников и вдвое лучше последнего из участников. Среди особенностей индукционного паяльника заслуживает внимания то, что картридж представляет собой тонкую трубку. Это в сочетании с использованием легкого антистатического материала дало возможность сделать рукоятку очень эргономичной. Она прекрасно сбалансирована и позволяет работать с минимальным напряжением руки, а значит, выполнять очень точные операции. Индукционные паяльники производятся достаточно давно. Система SmartHeat является новинкой лишь для российского рынка. В Западной Европе этот инструмент пользуется устойчивым спросом, а в США станция Metcal SP200 является бестселлером — ее можно встретить практически на каждом предприятии, где применяется ручная пайка. Несомненно, термоинструменты с индукционным нагревом будут приняты и у нас. Нужно только преодолеть сложившийся стереотип паяльника, в котором во главу угла ставят температуру наконечника. www.finestreet.ru