МОДЕЛЬ СТОХАСТИЧЕСКОГО СЪЕМА ПРИПУСКА И ФОРМИРОВАНИЯ ПОВЕРХНОСТИ ПРИ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА
advertisement

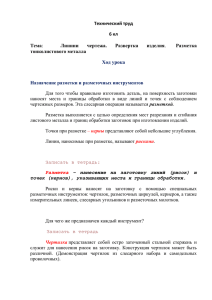
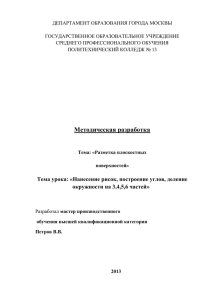
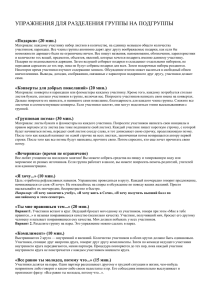
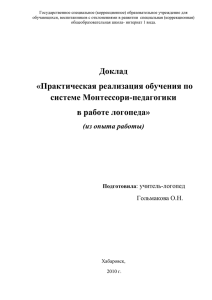
УДК 621.93 МОДЕЛЬ СТОХАСТИЧЕСКОГО СЪЕМА ПРИПУСКА И ФОРМИРОВАНИЯ ПОВЕРХНОСТИ ПРИ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА ДЛЯ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ ПРОЦЕССОМ А.А. Кошин, В.И. Гузеев, Л.В. Шипулин STOCHASTIC MODEL OF REMOVAL ALLOWANCES AND FORMATION SURFACE IN A PLANE GRINDING BY PERIPHERY OF THE CIRCLE FOR AUTOMATED PROCESS CONTROL A.A. Koshin, V.I. Guzeev, L.V. Shipulin Рассмотрен процесс формирования шлифованной поверхности при плоском шлифовании периферией круга. Автоматизированное управление процессом возможно через модель стохастического съема припуска. Приведены основные этапы разработки модели: моделирование формы абразивного зерна; моделирование формы микроцарапины (риски), полученной при резании зерном; продольное наложение рисок; поперечное наложение рисок; стохастическое наложение рисок. Ключевые слова: шлифование, моделирование, управление процессами. Process of polished surface formation at the flat grinding by the circle periphery is considered. Automated process control is possible through a stochastic model of the removal allowance. The main development stages of model are given: modeling of a form of abrasive grain; modeling of a form of the scratch got at cutting by grain; longitudinal imposing of scratches; cross-section imposing of scratches and stochastic imposing of scratches. Keywords: grinding, modeling, process management. 1 Введение Шлифование – это процесс множественного скоростного микрорезания, при котором обработанная поверхность формируется наложением микроследов (рисок) от резания абразивными зернами друг на друга [1]. Параметром, по которому может осуществляться эффективное автоматизированное управление процессом, является интенсивность съема припуска. Интенсивность съема припуска – это величина, показывающая объем срезанного металла в единицу времени. Объем срезанного металла в единицу времени можно определить, зная объемы металла, снимаемого каждым зерном. Последующее суммирование объемов металла от микрорезов по временным интервалам позволяет определить, например, срезаемый объем металла в 1 секунду.2 Таким образом, стоит задача разработки модели стохастического съема припуска и формирования поверхности при плоском шлифовании периферией круга. Для этого форму зерна аппроксимируем некоторой фигурой, которая движется по круговой траектории (зерно расположено на круге значительно большего диаметра, чем размер самого зерна), врезается в деталь и срезает материал, оставляя микроцарапину в виде сектора тора. Готовая поверхность детали образуется в результате наложения множества таких микроцарапин друг Кошин Анатолий Александрович – д-р техн. наук, профессор кафедры технологии машиностроения, Южно-Уральский государственный университет; akoshin@inbox.ru Гузеев Виктор Иванович – д-р техн. наук, профессор, декан механико-технологического факультета, ЮжноУральский государственный университет; gvi@susu. ac.ru Шипулин Леонид Викторович – аспирант кафедры технологии машиностроения, Южно-Уральский государственный университет; shipulin86@mail.ru Koshin Anatoly Alexandrovich – Doctor of Science (Engineering), Professor of Mechanical Engineering Technology Department, South Ural State University; akoshin@inbox.ru Guzeev Viktor Ivanovich – Doctor of Science (Engineering), Professor, Dean of Mechanics and Technology Faculty, South Ural State University; gvi@susu.ac.ru Shipulin Leonid Viktorovich – post-graduate student of Mechanical Engineering Technology Department, South Ural State University; shipulin86@mail.ru Серия «Компьютерные технологии, управление, радиоэлектроника», выпуск 16 127 А.А.. Кошин, В.И И. Гузеев, Л.В В. Шипулин на другаа. Разработка модели стоххастическогоо съема припууска проводи илась в несколлько этапов: 1. Моделировани М ие формы абрразивного зеррна. 2. Моделирован М ние формы микроцарап пины (риски). 3. Продольное П нааложение риссок. 4. Поперечное П нааложение риссок. 5. Стохастическоое наложениее рисок. М ие формы абразивного зеерна 1. Моделировани Сущ ществуют раззличные подхходы к аппрооксимации формы абрази ивного зерна: шар, парабоолоид вращени ия, усеченнаяя пирамида, усеченный конус к и др. Максимальное М е приближен ние аппрокссимируемой фигуры ф к реаальному проф филю обеспеч чивается при и использоваании парабоолоида вращения. Однако математическое описан ние параболлоида сложнее,, чем описан ние шара, пооэтому для нашей ся формироввание задачи, в которой предполагает п шлифоваанной поверрхности от воздействияя несколькихх десятков тысяч т абрази ивных зерен н, мы выбираем м аппроксим мацию шаром. В соостав каждогго шлифовалльного круга входят 40–445 % зерен основной о фраакции, а 55––60 % зерен имеют и соотвветствующие отклоненияя по ГОСТ Р552381-2005 [22]. Поэтому диаметр д b (ри ис. 1) абразивн ных зерен им меет нормалльное распред деление N(b, μ, σ) [3]: N (b,μ,σ) 1 σ 2π π e (b μ) 2 2σ 2 . (1) Рис. 2. 2 Схема обра азования риск ки при плоско ом шлифовани ии периферие ей круга Посколькуу скорость врращения кругга в десятки рааз выше скоррости движен ния детали, то т за время пр рохождения зерном з черезз дугу контаакта деталь совершит столль незначителльное перемеещение, что им м можно прен небречь. Очеевидно, что длина д риски бу удет равна дллине дуги контакта, спр роецированно ой на плоскость детали. П При плоском м шлифовани ии длина дугги контакта ррассчитываеттся по форму уле (2) и мож жет принимаать значения от 1 до 10 мм м и более. Lk 2 D t , (2) где D – диаметтр шлифовалььного круга; t – глубина вр резания. Расчет фоормы единиччной риски происходит п следующим об бразом (рис. 3). По длин не риски с неекоторым инттервалом (0,001–0,1 мм в заависимости отт степени тоочности расччета) делаюттся сечения по оперек. Таки им образом, получаем множество по очти плоскихх задач. Затем м в каждом таком т сечени ии решается задача – наххождение глу убины профи иля впадины.. Для этого п профиль разб бивается на ин нтервалы y1, y2, y3, …, yi ччерез 0,01–0,,1 мм и для каждого интеррвала находи ится глубинаа профиля. Чеерез уравнениее окружности о 2 2 2 ( y y0 ) ( z z0 ) R моожно опредеелить высоту у точек проф филя, принад длежащих окружности: z z0 R 2 ( y y0 )2 . Для нашеей задачи: Рис. 1. Моде ель абразивно ого зерна y yk (k 1, 1 2, 3, ..., i ) , D b D b z zi , y0 0 , z0 t , R . Таким 2 2 2 2 об бразом, форм мула расчета высоты кажд дого интервал ла профиля: 2 2. Моделирован М ние формы микроцарапи м ины (рисски) При и плоском шллифовании периферией п к круга осуществвляются слеедующие дввижения раб бочих органов станка: с – вращательное в е движение шлифовалььного круга, соостоящего из зерен со скорростью Vk; – пооступательноое движение рабочего стоола с заготовкой со скоросттью Vd. При и таких движ жениях зерноо врезается в деталь и сррезает матерриал, оставляяя микроцараапину в виде сеектора тора, как к показано на рис. 2. Длин ну дуги, по кооторой зерно контактируетт с деталью, прринято называать длиной дууги контакта (L ( k). 128 D b D b zk t yk2 , 2 2 2 2 k = 1, 2, 3, …, i. (3) 3. Продол льное наложеение рисок Как было сказано выш ше, скоростьь вращения руга в десяткки раз выше,, чем продол льное перекр меещение столаа. Поэтому, ккак правило, за один рабо очий ход столла с деталью ю круг успеваает сделать неесколько оборотов, в реззультате чего о возникает пеериодичностьь наложения ррисок и, след довательно, рельефа обраб ботанной повверхности. Таким Т образом м, каждое зеерно оставляеет несколько о рисок, которые располаггаются друг зза другом наа некотором Вестни ик ЮУрГУ, № 23, 2012 Модель ст тохастичес ского съема припуска и формирован ф ния поверхно ости при плоск ком шлифова ании перифе ерией круга для автома атизированн ного управл ления процес ссом Рис. 3. Расчетная схе ема определен ния профиля риски расстоянии и. Для определения велич чины этого раср стояния, а также влиян ния различны ых входных параметров процесса п на наложение н ри исок рассматрривается единичное сечен ние детали и круга, на коотором располложено едини ичное зерно (рис. ( 4). Рис. 4. Ра асчетная схема Профи иль детали дллиной ld движ жется со скорростью Vд вллево, шлифоввальный крууг диаметром м D вращается со скоростью ю Vк. На кругге расположеено одно зерноо. За рабочий й ход стола зеерно вступаеет в контакт с деталью с периодом, п раавным времеени одного обоорота шлифоовального крууга. Введем поп нятие «перриодичность расположени ия рисок» – LT – это величи ина, равная расстоянию р м между началлом предыдущеей и началом м последующ щей рисок, об бразовавшихся от микрорезания едини ичным абразивным зерном м (рис. 5). Пеериодичностьь расположен ния рисок – естть величина поступательн ного перемещ щения детали и за время одн ного оборотаа круга: D Vд . (4) LT 60 Vк Для различных р сккоростей дви ижения рабоч чих органов пеериодичностьь расположен ния рисок, раср считанная по (4), сущеественно разлличается, оп пределяя схем му снятия всеего припускаа. Нами выдееле- ч возм можных вари ианта перио одичности но четыре расп положения рисок от еди иничного абр разивного зерн на: 1. 0 < LT < lmin а полный оборот круга m . Деталь за переемещается наа расстояние,, которое меньше минимаальной толщ щины среза. В таком случ чае зерно не режет материаал детали, а ттрется задней й поверхносттью о деталь, вызывая упругие деф формации (рис. 6, а). 2. lmin < LT < lрис. Деталь за один обор рот круга переемещается наа расстояние, которое мен ньше, чем длин на риски, но больше, чем м толщина минимальм ного о среза. В этоом случае зерно на каждом м обороте кругга срезает слоой металла, п причем кажд дая последующ щая риска перекрывает п предыдущу ую. Такая схем ма съема при ипуска похоожа на фрезеерование, когд да каждый зуб з фрезы сн нимает слой й металла (рис. 6, б). 3. LT = lрис. Деталь Д за оди ин оборот кр руга перемещ щается на рассстояние, равное длине риски. В этом м случае рискки выстраивааются друг заа другом, переекрытия риссок и необрработанный материал отсу утствуют (рисс. 6, в). 4. LT > lрис. За З один оборрот круга детталь перемещ щается на рассстояние, кооторое больш ше длины рискки. В таком случае отссутствует перекрытие рисо ок и остаютсся участки нееобработанно ого материал ла (рис. 6, г). Для каждогоо варианта п периодичностти расположеения рисок рассмотрим р полный рабочий ход стол ла, т. е. не двва, а множесство оборотовв шлифовалььного круга с единичным абразивным зерном. з 1. 0 < LT < lmin. Резание при таких неебольших переемещениях не н совершаеется, но расссмотрим форм мирование поверхности п подробнее: на н первом обор роте круга толщина т среезаемого зерн ном слоя Рис. 5. Период дичность расп положения ри исок Серия «К Компьютерн ные технол логии, управ вление, рад диоэлектро оника», вып пуск 16 129 А.А.. Кошин, В.И И. Гузеев, Л.В В. Шипулин меньше минимальноой толщины ы среза, поээтому резание не происход дит. На второом обороте круга к припуск увеличиваеттся в два разаа, и если толщ щина среза мееньше минимальной толлщины срезаа, то резание не происходит. Но в каккой-то момен нт накопленны ый на предыд дущих обороотах припускк превысит зн начение мин нимальной толщины т срееза и зерно срежет слой маатериала. Такким образом м, при первой схеме с период дичности рассположения рисок р резание будет б произвводиться череез несколькоо оборотов крууга (рис. 7, а). 2. lmin авленных греебешm < LT < lрис. Высота оста ков мож жет приниматть различныее значения: миним мальное (до 5 % от t)) – при прибллижении к пеервой схеме съ ъема припуска и максималльное (до 95 % от t) – при приближени ии к третьей схеме съема припуска (ри ис. 7, б). а)) 0 < LT < lmin б) lmin < LT < lрисс 3. LT = lрис. Риски распоолагаются то очно друг за др ругом (рис. 7,, в). 4. LT > lрисс. Единичноее зерно сним мает не весь пр рипуск, межд ду рисками располагаюттся участки нееобработанноого материалаа. Размер деттали не измееняется (рис. 7, г). Прилегаю ющая плоскоость (линия)) к рельефу сечения после п резания я единичным зерном Введем поонятие прилеггающей к об бработанной по оверхности пллоскости – этоо плоскость, геометричег ски и проходящаяя через верхуушки несрезаанного матери иала (рис. 8)). Обозначим м высоту расположения плоскости оттносительно пр рилегающей к выступам п ид деальной обрааботанной повверхностью каак hпп. Рассмотри им один пери иод, т. е. генерирование ри исок от перввого и второого оборота круга. Рас- а) 0 < LT < lmin б) lmin < LT < lрис в) LT = lрис в) LT = lриис г) LT = lрис г) LT > lриис Рис. 6. На аложение рис сок при различ чных величин нах периодичности Рис. 7. Формирова ание поверхно ости за рабочий ход й при различн ных значениях х стола с заготовкой иодичности на аложения рисо ок пери Ри ис. 8. Вершины ы выступов по осле обработк ки и прилегаю ющая к ним ли иния 130 Вестни ик ЮУрГУ, № 23, 2012 Модель ст тохастичес ского съема припуска и формирован ф ния поверхно ости при плоск ком шлифова ании перифе ерией круга для автома атизированн ного управл ления процес ссом стояние между м центраами рисок равно р величи ине периодичн ности наложеения рисок, рассчитанной по (4). Верхуушка необраб ботанного маатериала расп полагается роовно посеред дине между первой п и вторрой риской, пооэтому введем систему координат x0z так, чтобы ы вертикальн ная ось 0z прроходила черрез верхушку, а горизонталльная ось 0x находилась на идеальной обработанноой поверхноссти (рис. 9). ма расчета вы ысоты оставши ихся выступо ов Рис. 9. Схем Необхходимо опред делить высотту прилегающ щей к выступам м плоскости,, или, как слеедует из рисуунка, коорди инаты точки, расположенн ной на траекктории круговвого движени ия зерна через материал заготовки. Из И формулы ы определени ия окружноссти (x x0 )2 ( z z0 )2 R 2 можно определить коорей окружноссти: динату любой точки, принадлежащ п z z0 R 2 ( x x0 ) 2 . Для нашей й задачи: x 0 , z hпп , x0 LT D D , z0 , R . Таким образоом, 2 2 2 2 2 L D D 0 T . Поссле преобраазо2 2 2 ваний полуучим формуллу для опред деления высооты расположеения прилегаю ющей к верш шинам выступ пов плоскости относительн но идеальной й обработанн ной поверхностти: hпп hпп D D 2 LT 2 (5) . 2 Парам метром, пред допределяющ щим высоту неровностей при конкреетной техноллогической симетуации (коогда диаметр круга не моожет быть изм нен), являяется период дичность рассположения рир сок, которрая в свою очередь о являяется функци ией LT f (Vк , Vд , D ) . Рассмотрим влиян ние периоди ичности расп поисок LT на вы ысоту прилеггающей плосколожения ри сти. Как было б показаано ранее, сууществуют три т различныхх варианта пеериодичности и расположен ния рисок LT, для д каждого из и которых сххема съема всев го припускка различна. 1. 0 LT lmin . Крруг вращаетсяя со скоростьью, которая гораздо выше скорости с дви ижения заготтовщей плоскостти стремитсяя к ки, высотаа прилегающ нулю hпп 0 , т. е. пррипуск на об бработку полн ностью снят и шлифоваанная поверххность являеттся ю. Такая ситууация идеалььна, идеальной плоскостью и невозможн на, посколькку всегда но в реальности приссутствует ми инимально н необходимая толщина резания (tmin), меньше которрой резание не будет осущ ществляться. Поэтому ми инимально во озможное знач чение высотты располож жения прил легающей плосскости равно tmin. hпп min tmin . 2. lmin LT lрис . В данн ном случае образуюто ся неровности, н в высота прилеегающей пло оскости к кото орым варьирууется от tmin до t. При приближении LT к lmin выссота прилегаю ющей плоско ости приближ жается к tmin, а при прибллижении к lрис – стрер митсся к t. 3. LT lрис . В данном сллучае расчетная величинаа hпп приним мает значенияя, равные ил ли превышаю ющие величи ину припуска на обрааботку t. hпп max m t . Рассмотрим примеры дляя каждого сл лучая. Исходн ные данные, которые буд дут постоянн ными для кажд дого случая:: диаметр ш шлифовально ого круга (D) – 250 мм, глуубина резанияя (t) – 0,1 мм. 1. Vк = 80 м/с, м Vд = 10 м м/мин. Длин на каждой рискки (lрис) при таких т режимах резания будет б равна 10 мм, а периодичность нааложения риссок (LT) – 1,63 мм. Тогда по п зависимостти 1 высота несрезанных верхушек hпп м. Проведен компьюп = 0,003 мм терн ный эксперим мент с этими и же исходны ыми данным ми в разработтанной трехм мерной модел ли формироваания шлифовванной поверрхности. По результатам моделирован ния (рис. 10,, а) при резании с такими и скоростям ми на дне каанала, образзованного рискками, остаютсся гребешки высотой 0,00 02 мм. 2. Vк = 50 м/с, м Vд = 20 м м/мин. Длин на каждой рискки (lрис) при таких т режимах резания будет б равна 10 мм, а периодичность нааложения риссок (LT) – 5,23 мм. Тогда по п зависимостти 1 высота несрезанных верхушек hпп м. Моделироввание поп = 0,027 мм казал ло (рис. 10, б), что выссота остающи ихся гребешкков hпп = 0,0225 мм. 3. Vк = 35 м//с, Vд = 26,5 м/мин. Длин на каждой рискки (lрис) при таких т режимах резания будет б равна 10 мм, а периодичность нааложения риссок (LT) – 10 мм. м Тогда поо зависимостти 1 высота несрезанных верхушек hпп м. Моделироввание поп = 0,098 мм казал ло (рис. 10, в), что выссота остающи ихся гребешкков hпп = 0,0997 мм. Построим гррафик зависи имости высотты расположеения примыккающей плосскости (hпп) от о периодичн ности наложеения рисок д для каждого диаметра шлифовального круга: 200,, 250, 300, 400 мм (рис. 11). Как бы ыло сказано ранее, макссимальная высо ота располож жения плосккости не мож жет быть болььше величины ы снимаемогго припуска (t). Максимаальная велич чина припусска на один рабочий ход при плоскоом шлифоваании в общеемашиностро оительных ноормативах реежимов резан ния равна 0,5 мм. м Поэтомуу графики заввисимостей ограничео ны 0,5 мм по координате к hпп. Минимал льная же высо ота располож жения плоскоости принимаается tmin, Серия «К Компьютерн ные технол логии, управ вление, рад диоэлектро оника», вып пуск 16 131 А.А.. Кошин, В.И И. Гузеев, Л.В В. Шипулин а) б) в) Рис. 10. 1 Схема расч чета высоты оставшихся о вы ыступов значениее которой заввисит от зернистости шллифовальногоо круга. Выхход на времяя обработки за один раб бочий ход (tобр) для определления самогоо быстрого съема с l сделаем через ч скоростть движения детали: Vд д , tр.х где lд – длина детали и. Подставим м Vд в уравн нение периодич чности налож жения рисок (4) и оттуда выйдем на заависимость tр.х р (LT): D lд (6) . tр.х. 60 Vк LT Врем мя одного рабочего р хода (6) прямо пропорционально длинее детали lд. Для построоения графика зависимости и tр.х (LT) удообно взять зн начение lд таакое, чтобы значение з LT было от 0 доо 0,5. Построим график заввисимости (66) для следую ющих входныхх технологичееских парамеетров: D = 2500 мм, lд = 5 мм м (рис. 122). Пересечен ния графикоов на рис. 12 – это технолоогические ситтуации, при коток рых буд дет обеспечи иваться мини имальная вы ысота располож жения прилеггающей к верршинам высттупов hпп при минимальном м м значении времени в рабоочего хода стоола. Если взяять LT такое, чтобы сокраатить время рабочего р ход да, то высоота прилегаю ющей плоскостти увеличиваается, соотвеетственно, уввеличиваетсяя и шероховватость, сниж жается интен нсивность съ ъема металла.. Если же взяять LT такое,, чтобы высоота прилегаю ющей к высступам плосккости стремилаась к нулю, то т время на обработку сущ щественно поовысится. Периодичность наложения рисок р зависи ит от скорости и перемещения детали длля каждой сккорости кругга. В общемаашиностроиттельных реж жимах резания максимальноое значение скорости дввижения стола 32 м/мин. 132 Ри ис. 11. Зависи имость высотты расположе ения примыкаю ющей плоскости (hпп) от пе ериодичности и наложения рисок Ри ис. 12. Зависи имость высотты расположе ения примыкаю ющей плоскости (hпп) от пе ериодичности и наложения рисок для разли ичных скоросттей вращения я круга Вестни ик ЮУрГУ, № 23, 2012 Модель ст тохастичес ского съема припуска и формирован ф ния поверхно ости при плоск ком шлифова ании перифе ерией круга для автома атизированн ного управл ления процес ссом 4. Поп перечное нал ложение риссок Предп положим, чтоо соотношени ие Vк и Vд таккое, что налож жение рисок не происхоодит, тогда для д всего съем ма припуска одного о зерна в каждом сеечении недосттаточно. Тоггда несрезанн ные выступы ы (3 и 4 схемы ы) должны сррезаться либоо зерном, находящимся в этом же сеч чении на некоотором рассттоянии от перрвого зерна, либо зерном м, располож женным в сосееднем сечени ии. При такоой схеме сняттия припуска осуществляеется попереч чное наложен ние рисок от случайно раасположенны ых зерен, т. е. осуществляяется стохасттическое резаание. При нахождении н п профиля кон нкретной рисски производяятся вычислеения глубин участков ри иски по форрмуле (3), поосле расчетаа сравниваюттся значения глубины г рисски и высоты профиля дед тали. Еслли координаата глубины ы риски ни иже профиля детали, д то значение высооты профиля на данном уч частке прин нимается раавным глуби ине риски. Если же глубина риски выше в профи иля детали (т. е. зерно не задело метаалл), то высоота профиля детали д остаеется прежнеей. Такая прроверка на наличие н метаалла под зеррном в рассч читываемой точке осууществляется логическким предикатом сравненияя величин. На Н рис. 13 прриведены результаты расчетов в моделлипрограммее с предиккатом сравн нения глуби ины риски и вы ысоты профи иля. На рис.. 13, а абрази ивное зерно снимает металл с ещее необработаанной, плосккой поверхности. По алггоритму расче- п рисски находятсся глубины участков та профиля рискки, и формирруется новаяя поверхностть в виде секттора тора. На Н рис. 13, б происходи ит аналогичн ное действие для второого зерна, меньшего м разм мера. На рисс. 13, в треттье абразивн ное зерно попаадает в переемычку метаалла между первой и втор рой рисками. Там, где мееталл есть, формируф етсяя новая поверрхность, а таам, где метал лл отсутству ует, остаетсяя исходная поверхностьь детали. На рис. р 13, г опять о срезаеется необраб ботанный слой й металла, формируется ф я целая рискка. А на рис. 13, д зерн но опять поп падает в пееремычку меж жду рисками, срезая ее. Таким образов, мы набл людаем форрмирование обрабатываеемой поверх хности в реззультате поп перечного нааложения рисо ок. 5. Стохасти ическое налоожение рисок к Разработан алгоритм, в котором со овмещены модеель формироования профи иля единично ой риски, прод дольного и поперечного н наложения множества м рисо ок. По алгори итму написан на программаа, результатом расчетов в которой яввляется рельееф детали посл ле обработки и. При моделлировании со облюдены осно овные особен нности строоения шлифо овального кругга: зерна имееют нормальн ное распредееление их разм меров, а кооординаты раасположения центров зерен назначаюттся в програм мме по равно омерному зако ону распределления величи ин. Модель форрмирования ш шлифованной й поверх- а) одна риска р б) две риски г) четыр ре риски в) три рис ски д пять рисок д) Рис. 13. Поперечное наложение н шлифовальных рисок Серия «К Компьютерн ные технол логии, управ вление, рад диоэлектро оника», вып пуск 16 133 А.А.. Кошин, В.И И. Гузеев, Л.В В. Шипулин Рис. 14. 1 Поверхнос сть, образован нная стохастичным наложением 150 000 шлифовальны ых рисок другг на друга ности поозволяет расссмотреть формированиее поверхностти детали отт любого колличества абразивных зереен, с различноой зернистостью и структтурой круга, раазличными сккоростями реезания. На ри ис. 14 представвлены результаты модели ирования в им митационной й модели стоххастического съема припууска. Ли итература 1. Глейзер, Гл Л.А. О сущности процесса кру руглого шлифования / Л.А А. Глейзер // Вопросы тоочно- ст ти в технологгии машиносстроения. – М.: М Машгиз, 19 959. – С. 5–244. 2. ГОСТ Р52381–2005 Р 5. Материаллы абразивны ые. Зернистоость и зерноввой состав шлифовальш ны ых порошков. Контроль зеернового состава. – М.: Ст тандартинформ, 2006. – 11 с. 3. Дьяконоов, А.А. Оценнка обрабат тываемости ма атериалов в процессах п шллифования: дис. д … канд. теехн. наук / А.А. А Дьяконовв. – Челябин нск, 2002. – 25 55 с. Пост тупила в реддакцию 6 апр реля 2012 г. 134 Вестни ик ЮУрГУ, № 23, 2012