РЕЖИМ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ КОРЫ И ВТОРИЧНОГО
advertisement

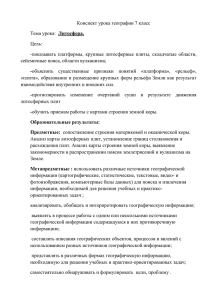
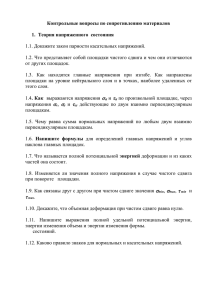
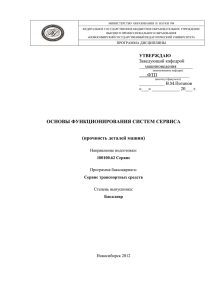
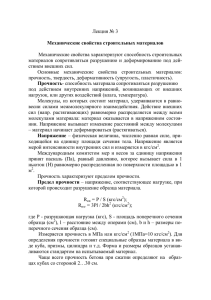
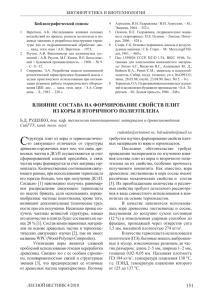
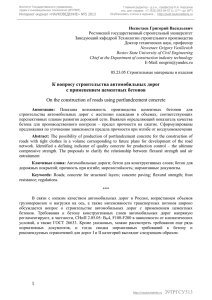
РЕЖИМ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ КОРЫ И ВТОРИЧНОГО ПОЛИЭТИЛЕНА Руденко Б.Д., Плотников С.М. (СибГТУ, г.Красноярск, РФ) As a result of the spent researches it is revealed, that durability turns out the greatest at following values of factors: temperature - 180 wasps; duration - 15 - 20 mines; pressure - 0,25 МРа. При исследовании древесного материала вида WPC (Wood-PolymerComposites), состоящего из смеси древесных частиц и термопластичных полимеров, установлены его физико-механические свойства и возможность использования изделий из него с различными целями [1]. Такие материалы находят широкое использование для производства различных изделий. Производство изделий из таких композиционных материалов сопровождается отсутствием негативных воздействий на окружающую среду и техническими и экономическими преимуществами по сравнению с использованием общеизвестных материалов.[2] Утилизация коры является одной из самых сложных проблем в комплексе вопросов по использованию отходов от переработки древесины [3]. Это обстоятельство обуславливает необходимость проведения экспериментальных исследований для определения технологических факторов получения перспективных композиционных материалов, таких как плиты из коры и вторичного полиэтилена. Для получения экспериментальных данных использовался D – оптимальный план В3, предложенный по умолчанию программой Statgraphics для трех факторов. Исследовались технологические факторы, характеристика их приведена в таблице 1 Таблица 1 – Наименование факторов и уровни их варьирования Наименование Температура плит пресса Продолжительность прессования Давление прессования Обозначение Ед. изм А град Уровни факторов -1 0 120 150 1 180 В мин 5 15 25 С МПа 0,1 0,25 0,4 Выбор факторов определился технологией изготовления образцов и выбранными компонентами, их величина и размах варьирования определяется также компонентами и согласно [4]. Целью постановки лабораторного исследования является оптимизация параметров изготовления плит из коры на термопластичном связующем (ПЭНВ). Поэтому в исследованиях выбраны указанные факторы, а в качестве выходной величины, достаточно для характеристики процесса использовалась прочность образцов при изгибе, самое характерное свойство плит- ных материалов. Методика эксперимента и обработка результатов производились согласно [5,6] На рисунках 1 представлен график влияния главных эффектов, на рисунке 2 график влияния взаимодействий на прочность образца при изгибе при прессовании. Рисунок 1 – График главных эффектов для прочности при изгибе образцов Рисунок 2 – График взаимодействий для прочности при изгибе образцов Влияние температуры очевидно, достаточно сильное, до предельного значения прочности. Когда температуры недостаточно для расплавления термопласта, композит все равно получается, однако его прочность мала. Фактор продолжительности достаточно сильно действует в исследуемой области. Можно отметить некоторую нелинейность протекания процесса, с незначительным замедлением в конце исследуемого диапазона фактора. Что касается фактора давление, то его влияние неоднозначно, сначала с увеличением давления прочность повышается, что вполне естественно, и к концу исследуемого диапазона наблюдается незначительное уменьшения величины выходного фактора. Такое уменьшение в принципе возможно, так как при увеличении давления толщина плит уменьшается, и в области такого уменьшения возможно ослабление структуры получаемого композита. Что касается взаимодействий факторов, их влияние зависит от величины их уровня. В основном поведение их симватно. Взаимодействие температуры и продолжительности имеет такой же характер, как влияние температуры, большая величина характеризует верхний уровень воздействия фактора (при его максимальном значении), меньшая величина, меньшее влияние, что также соответствует природе их влияния. Взаимодействие температура давление достаточно влиятельно, и также характеризуется большим влиянием на верхнем своем уровне. Значительно меньшее влияние имеет взаимодействие продолжительность давление, у этого воздействия нет точки перегиба. На рисунке 3 представлен график нормальной вероятности для прочности при изгибе образцов. Прямая линия, проведенная на графике является линией расположения точек с нормальной вероятностью распределения для исследуемых условий. Чем дальше от линии, чем правее от нее располагается значение фактора, тем сильнее его действие на выходную величину (прочность при изгибе). Данное распределение величин влияния полностью соответствует формированию структуры исследуемого композита, включая оценки величин их воздействия на процесс. Данное представление факторов более наглядно с позиции зрительной информативности, и визуализации полученных значений. Рисунок 3 – График нормальной вероятности для прочности при изгибе образцов В результате проведенных исследований выявлено, что прочность получается наибольшей при следующих значениях факторов: температура – 180 оС; продолжительность – 215 – 20 мин; давление – 0,25 МПа. Указанные факторы соответствуют тому, что прессуемый пакет имеет примерно такие же теплофизические характеристики, что и древесностружечный пакет, т.е прогрев пакета при толщине 10 мм происходит за 10 - 15 мин., однако упругопластические свойства пакета у коры значительно меньшие, по сравнению со стружечным пакетом. Литература 1 . Holz ist ein innovativer Werkstoff_І // HK: Holz- und Kunststoffverarb. : Internationale Fachzeitschrift fur Unternehmer und Fuhrungskrafte. - 2006. - 41, № 7-8. - С. 22-26. - Нем. 2 Forschungspotenzial noch nicht ausgeschopft / Eisenreich Norbert, Inone-Kauffmann Emilia, Eckl Wilhelm, Eyerer Peter, Nagele Helmut, Pfitzer Jurgen // HK: Holz- und Kunststoffverarb. : Internationale Fachzeitschrift fur Unternehmer und Fuhrungskrafte. - 2007. - 42, № 3. - С. 112-115. Нем. 3 Веретенник, Д.Г. Использование древесной коры в народном хозяйстве [Текст] / Д.Г. Веретенник, - М.: Лесная промышленность, 1976. – 120 с. 4 Савицкий, А.С. Производство древесностружечных плит на термопластитчном связующем / С.В. Васильев, М.А. Терпугов, В.И. Карцовник // Плиты и фанера: сб. ст. – М.: 1991. – с 2 -17. 5 Пен, Р.З. Статистические методы моделирования и оптимизации процессов целлюлозно-бумажного производства [Текст] / Р.З.Пен. – Красноярск, 1982. – 192 с. 6 Дюк, В. Обработка данных на ПК в примерах [Текст] / В. Дюк. – СПб.: Питер, 1997. – 240 с.