Сборка аппарата - ДПИ НГТУ имени Р.Е. Алексеева
advertisement

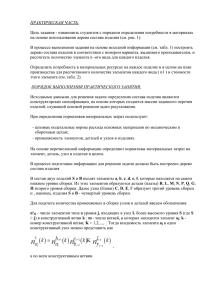
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им. Р.Е.Алексеева» ДЗЕРЖИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ) Кафедра «Машины и аппараты химических и пищевых производств» РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ АППАРАТА МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторной работе по дисциплине «Основы технологи машиностроения» для студентов, обучающихся по направлению подготовкибакалавров 15.03.02 – «Технологические машины и оборудование», и направлению подготовки бакалавров 15.03.01 -- «Машиностроение» всех форм обучения Нижний Новгород 2015 Составители: В.А. Диков УДК 621.928 Разработка технологического процесса сборки аппарата: метод. указания к выполнению лабораторных работ по дисциплине «Основы технологии машиностроения» для студентов, обучающихся по направлениям подготовки бакалавров: 15.03.02 – «Технологические машины и оборудование» и 15.03.01 «Машиностроение» всех форм обучения –Нижний Новгород: НГТУим. Р.Е.Алексеева, 2015 Настоящие методические указания содержат краткие сведения о технологическом процессе сборки аппаратов, нормировании сборочных операций, порядке выполнения работы, контрольные вопросы и список литературы. Редактор В.И.Бондарь Подп. в печать .15. Формат 60×841/16 . Бумага газетная. Печать офсетная. Усл. печ.л. . Уч.-изд. л. . Тираж 100 экз. Заказ ________________________________________________________________ Нижегородский государственный технический университет им. Р.Е. Алексеева. Типография НГТУ, 603950, Н.Новгород, ул. Минина, 24. Нижегородский государственный технический университет имени Р.Е.Алексеева, 2015 2 1. Цель работы Целью работы является освоение методики разработки технологического процесса сборки аппарата 2. Общие положения Исходные данные и основные вопросы, решаемые при разработке технологического процесса сборки. Процесс сборки заключается в соединении деталей в узлы и узлов и отдельных деталей в аппарат(машину). Сборку подразделяют на узловую и общую. Объектом узловой сборки являются сборочные единицы (узлы), объектом общей сборки – изделие в целом (машина или аппарат). Исходными данными для разработки технологического процесса сборки являются: - сборочные чертежи изделия; - спецификация изделий; - технические требования на приемку и испытание изделия; - размер производственного задания на сборку; Перед проектированием технологического процесса сборки проводят анализ исходных данных и технологичности конструкции изделия. В общем случае проектирование технологического процесса сборки включает решение следующих вопросов: - расчет такта (темпа) сборки, определение типа производства и организационных форм сборочного процесса; - составление технологических схем сборки узлов и изделий в целом; - установление маршрута сборки и проектирование сборочных операций (разработку операционной технологии); - разработка операций технологического контроля при сборке и испытании изделия после сборки; - нормирование сборочных операций; - оценка технико-экономической эффективности запроектированного процесса сборки; - оформление технической документации и др. Степень углубленности проектирования технологического процесса зависит от программы выпуска изделий: в единичном и мелкосерийном производствах разрабатывается упрощённый вариант без детализации содержания операций; в крупносерийном и массовом производствах техно- 3 логический процесс разрабатывают подробно с проектированием операционной технологии. Анализ исходных данных и технологичности конструкции Перед разработкой технологического процесса сборки изучают конструкцию собираемого изделия и технические условия его приёмки. Особое внимание уделяют анализу технологичности конструкции изделия. Конструкция изделия должна допускать сборку её из предварительно собранных узлов, что позволяет осуществить параллельную сборку и испытание узлов изделия, сокращает длительность цикла сборки. Уменьшение количества наименований и узлов машины, а также использование стандартных деталей и узлов снижает себестоимость изготовления машины. При анализе конструкции изделия составляют предложения по ее совершенствованию с целью упрощения сборки, при этом предлагаемые, изменения не должны нарушать конструкцию изделия в целом и неблагоприятно влиять на его служебное назначение. Методы сборки и обеспечения заданной точности сборки изделия Достичь необходимой точности сборки – значит получить размер замыкающего звена размерной цепи, не выходящий за пределы допускаемых отклонений. Вопрос о методе обеспечения точности замыкающих звеньев размерных цепей, т.е. о методах сборки, обеспечивающих требуемую точность, решается конструктором на стадии разработки чертежей изделия. Если технолог предложит более рациональный метод сборки, то в сборочные чертежи вносят соответствующие изменения по согласованию с конструктором изделия. Точность сборки может быть обеспечена методами полной взаимозаменяемости, неполной (частичной) взаимозаменяемости, групповой взаимозаменяемости, пригонки и регулировки. Сборка методом полной взаимозаменяемости заключается в сборке машин без какой-либо дополнительной обработки деталей с установкой и заменой любой детали без пригонки. При этом виде сборки детали обрабатываются в механических цехах до придания им нужной формы и размеров, детали получаются взаимозаменяемыми и идут на сборку без дополнительной обработки и сортировки. Этот метод целесообразен в серийном и массовом производствах, когда допуск на замыкающее звено размерной цепи равен или больше суммы допусков на все остальные звенья (что бывает обычно при коротких размерных цепях). Для многозвенных размерных цепей метод экономически не выгоден, так как приводит к 4 необходимости назначения весьма жёстких допусков на размеры составляющих звеньев. Сборка методом неполной (частичной) взаимозаменяемости заключается в том, что допуски на размеры деталей, составляющие размерную цепь, преднамеренно расширяют с целью удешевления производства (допуская определённый процент риска получения брака при сборке). Сборка по данному методу целесообразна в серийном и массовом производствах для многозвенных размерных цепей. Сборка методом групповой взаимозаменяемости заключается в том, что детали изготовляют с расширенными полями допусков, а перед сборкой сопрягаемые детали сортируют по размерным группам для обеспечения допуска посадки, предусмотренного конструктором. При сборке данным методом применяется при необходимости обеспечения высокой точности замыкающего звена н малозвенных размерных цепей, например, при сборке шарикоподшипников н т.п. Сборка методом пригонки заключается в достижении заданной точности сопряжения путём снятия с одной из сопрягаемых деталей необходимого слоя материала опиловкой, шабрением, притиркой или любым другим способом. Сборка методом пригонки трудоёмка и целесообразна в единичном и мелкосерийном производствах и при ремонтных работах. Сборка методом регулировки заключается в том, что необходимая точность размера замыкающего звена достигается путём изменения размера компенсирующего звена. Такт сборки, тип производства и форма организации сборочных работ Такт (темп ) общей и узловой сборки определяется по формуле 60 ⋅ Ф Д τ= , м ин/ шт .; N где ФД – располагаемый (действительный) годовой фонд рабочего времени в часах (при односменной работе ФД = 2070 ч; при двухсменной ФД = 4 1 4 0 ч); N – годовая программа выпуска изделий (узлов ) в шт. Если такт (темп) значительно превосходит длительность операции, то производство единичное или серийное. На одном рабочем месте периодически (единичными экземплярами или партиями) собирают прикреплёнными к нему различные изделия и узлы. Если такт сборки близок или меньше средней длительности операции, то производство массовое. Е этом случае процесс сборки дифференцируется на операции и на каждом рабочем месте выполняется определённая сборочная операция. 5 Выбор организационно и формы сборки определяется заданной программой выпуска изделий: - при единичном и серийном производствах обычно применяют непоточную (стационарную) сборку; - при крупносерийном и массовом – поточную сборку. Непоточная (стационарная) сборка характеризуется выполнением сборочных операций на постоянном рабочем месте, к которому подаются детали и узлы (подузлы) собираемого изделия. Непоточная (стационарная) сборка может осуществляться или по принципу концентрации операций, или по принципу частичной дифференциации операции. При стационарной сборке, построенной по принципу частичной дифференциации операций, общая сборка изделия производится из деталей и узлов, предварительно собранных на других рабочих местах. Этот метод более прогрессивен и производителен. Его рационально использовать при сборке в химическом аппаратостроении. Поточная сборка бывает двух видов: - подвижная (на подвижных стендах); - неподвижная (на неподвижных стендах). Поточная подвижная сборка осуществляется при перемещении собираемого обьекта и применяется в серийном, крупносерийном и массовом производствах. Поточная неподвижная сборка применяется в серийном и мелкосерийном производствах при значительной длительности отдельных операций, особенно в процессе сборки изделия большой массы. Технологические схемы сборки Для удобства планирования и выполнения технологического процесса сборки составляются технологические схемы сборки. Технологическая схема сборки определяет взаимную связь и последовательность соединений отдельных деталей в узлы, узлы и детали в целое изделие; они упрощают разработку процессов сборки и позволяют оценить технологичность конструкции изделия в части полноты выдерживанием принципа узловой сборки. Технологические схемы строят отдельно для общей сборки изделия и сборки каждого из его узлов. Пример выполнения технологической схемы общей сборки реактора (рис. 1) приведён на рис. 2; пример выполнения технологической схемы сборки его узла (корпуса) – на рис. 3. 6 Рис. 1. Реактор: 1 – корпус; 2 – крышка; 3 – лапа; 4 – прокладка; 5 – болт; 6 – гайка. Элементы изделия (детали и узлы) условно обозначают на схеме прямоугольниками, разделенными на три части: в верхней части указывают наименование элемента, в левой нижней части – его индекс, в правой нижней части – количество сопрягаемых элементов. Индексы элементов соответствуют номерам деталей и узлов на чертежах и в спецификациях. Технологические схемы сборки снабжают дополнительными надписями, определяющими содержание операций (метод осуществления соединения), когда они не ясны из самой схемы или не определены типом соединяемых деталей. Так указывают «приварить», «запрессовать», «набить смазкой», но не делают указания «заклепать», если показана установка заклёпки. ЛАПА 03.002 КРЫШКА 3 02.000 1 КОРПУС 01.000 РЕАКТОР 1 00.000 ПРОКЛАДКА 00.002 1 ГАЙКА БОЛТ 00.002 1 10 00.003 10 Рис. 2. Технологическая схема общей сборки реактора 7 ФЛАНЕЦ 01.002 1 ДНИЩЕ 01.003 1 ПАТРУБОК 01.005 ОБЕЧАЙКА 01.001 ФЛАНЕЦ 1 01.004 1 КОРПУС 1 01.000 1 Рис. 3. Технологическая схема сборки корпуса Составление технологических схем сборки возможно в нескольких вариантах, отличающихся как по структуре, так и по последовательности комплектования сборочных элементов. Выбор варианта производят с учётом удобств выполнения сборки, производительности и рентабельности процесса сборки. Установление маршрута сборки и разработка операционной технологии Установить маршрут (план) сборки – это значит назначить последовательность выполнения сборочных работ. Технологический процесс сборки разбивается на отдельные стадии: - узловая сборка (сборка подузлов и узлов); - общая сборка; - регулирование н испытание. Стадии сборочного процесса разбиваются на отдельные операции, и разрабатывается операционная технология. Под операцией в сборочном процессе понимают часть сборочного процесса, осуществляемую по какому-либо узлу или машине одним или несколькими рабочими на одном рабочем месте. Названия операций формулируются кратко по виду выполняемой работы. Например: сварочная, слесарно-сборочная и др. Операции состоят из переходов. Под переходом понимают часть операции, которая вполне закончена, не может быть расчленена на другие переходы и выполняется без смены инструментов одним или несколькими рабочими одновременно. Переходы формулируются в форме приказа. Например: установить штуцер поз. 2 по контуру и т.п. При составлении маршрута сборки для каждой операции должны быть указаны необходимое оборудование, приспособления и инструмент; 8 определены потребное количество времени, число рабочих и их квалификация. Нормирование сборочных операций При проектировании технологического процесса сборки производится нормирование сборочных операций. Штучное время на выполнение одной операции сборки узла или изделия определяется по формуле: tшт = tо + tв + tоб + tф , мин, где t0 – основное (технологическое) время, мин; tв – вспомогательное время, мин; tоб – время на обслуживание рабочего места, мин; tф – время на отдых и физические потребности, мин. Оперативное время на выполнение одной сборочной операции равно tоп = tо + tв , мин. Основное и вспомогательное время чаще всего определяются по нормативным данным, разрабатываемым на основе изучения и анализа в опытных, хронометражных материалов передовых предприятий в соответствии с определёнными организационными условиями производства. Время на обслуживание рабочего места при сборочных работах составляет 2–5% от оперативного времени. Время на отдых и физические потребности устанавливается в размере 2–3% от оперативного времени. Выражая время на обслуживание рабочего места, отдых н физические потребности в зависимости от оперативного времени, формулу штучного времени можно представить в виде: 1 + (β + γ ) tшт = tоп , мин, 100 где β – процент от оперативного времени, соответствующий времени на обслуживание рабочего места; γ – процент от оперативного времени, соответствующий времени на отдых и физические потребности. Общее время на сборку всего узла или изделия m Т шт = ∑ tiшт , i =1 где m – число сборочных операций. Время на сборку серии (партии) узлов или изделий Tn = Tштn + Tпз . Штучно-калькуляционное время Tк = Tшт + Tпз /n , где n – количество узлов или изделий в серии; Тпз – подготовительнозаключительное время на всю серию узлов или изделий. 9 При проектировании сборочных процессов нормирование работ обычно производится по данным передовых заводов, выпускающих аналогичные изделия, причём эти данные корректируются с учётом применения новой техники и улучшения организационных форм производства. Более точное определение норм времени на сборочные работы ведётся на основании расчётов по отдельным операциям и переходам. 3. Необходимое оборудование, инструменты и материалы 1.1. Сборочные чертежи аппарата и сборочных единиц. 1.2. Аппарат в сборе. 1.3. Инструмент для разборки и сборки аппарата (гаечные ключи, отвёртки). 4. Техника безопасности при проведении лабораторной работы Перед проведением работы необходимо проверить исправность инструмента, применяемого для разборки аппарата. При разборке и сборке аппарата запрещается наращивать гаечные ключи трубами для увеличения крутящего момента и использовать ключи большего размера с установкой прокладок между гайкой и ключом. Запрещается также отворачивать и заворачивать гайки зубилом и молотком. 5. Порядок выполнения работы 5.1. Ознакомиться с целью работы. 52. Ознакомиться с исходными данными для проектирования технологического процесса сборки: - изучить сборочные чертежи аппарата и его сборочных единиц, спецификацию изделия, технические требования к приёмке и испытанию; - получить от преподавателя производственную программу сборки изделия. 5.3. Назначить метод сборки, обеспечивающий заданную точность сборки. 5.4. Определить такт сборки и в соответствии с ним тип производства и форму организации сборочных работ. 5.5. Составить технологические схемы сборки узлов аппарата (по указанию преподавателя). 5.6. Составить технологическую схему общей сборки аппарата. 10 Определить стадии технологического процесса сборки. Составить технологическую карту сборки сборочной единицы (по указанию преподавателя). 5.9. Составить технологическую карту общей сборки аппарата. При заполнении технологической карты сборки необходимо соблюдать следующие указания. В графах 1 и 2 (см. приложение 1 п.8) приводятся обозначения операций и переходов. Порядковые номера операций проставляются цифрами. Номера переходов должны состоять из номеров операций и переходов, разделенных точкой, например, 1.1; 102; ...2.1; 2.2. и т.д. Первая цифра обозначает номер операции, вторая – номер перехода. Нумерация переходов осуществляется в пределах каждой операции. В графе 3 приводится наименование операций и содержание переходов. Наименования операций формулируются кратко по виду сборки, например, сварочная, слесарно-сборочная и т.п. Содержание переходов заполняется как приказ, в повелительном наклонении. Например: зачистить кромки под сварку; установить деталь; выверить по шаблону (линейке); приварить деталь и т.д. В графе 4 приводится наименование применяемых при выполнении каждой операции оборудования, приспособлений рабочего и измерительного инструмента и их характеристика. В графе 5 приводится профессия и квалификация (разряд) рабочих, необходимых для выполнения сборочных операций. 5.10. Определить норму штучного времени для сборочных операций (по указанию преподавателя). 5.7. 5.8. 6. Контрольные вопросы 6.1. Изделие и его элементы. 6.2. Понятие (определение) технологического процесса сборки. 6.3. Исходные данные и основные вопросы, решаемые при разработке технологического процесса сборки. 6.4. Методы сборки. 6.5. Такт (темп) сборки. 6.6. Формы организации сборочных работ. 6.7. Технологические схемы сборки. 6.8. Стадии и структура технологического процесса сборки. 6.9. Нормирование сборочных операций. 11 Литература 1. Егоров М.Е., Деменьев В.И., Дмитриев Е Л . Технология машиностроения – М.: Высшая школа, 1976. – 534 с. 2. Колев К.С. Технология машиностроения. – М.: Высшая школа, 1977.– 256 с. 3. Данилевский В.В. Лабораторные работы по технологии машиностроения. – М.: Высшая школа, 1971. – 152 с. 4. Справочник технолога-машиностроителя. Т. 1 – М.: Машиностроение, 1972. – 694 с. 12 ПРИЛОЖЕНИЕ 1 МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им. Р.Е.Алексеева» ДЗЕРЖИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ) Кафедра «Машины и аппараты химических и пищевых производств» ОТЧЕТ по лабораторной работе Разработка технологичекого процесса сборки аппарата ВЫПОЛНИЛИ СТУДЕНТЫ________________ (группа) _________________________ (Ф.И.О.) _________________________ _________________________ _________________________ _________________________ ПРОВЕРИЛ (преподаватель) Дзержинск 2015 13 1. Цель работы: 2. Исходные данные для проектирования: Производственная программа сборки изделий – Сборочные чертежи: 3. Метод сборки 4. Такт сборки τ= 60 ⋅ Ф g мин , N шт Тип производства – Форма организации сборочных работ Изм. Лист Разраб. . Провер. Реценз. Н. Контр. Утверд. № докум. Подпись Дата Разработка технологического процесса сборки аппарата Лит. Лист Листов Отчет у по лабораторной раДПИ НГТУ боте Группа 14 5. Технологическая схема сборки узлов аппарата 15 6. Технологическая схема общей сборки 16 7. Стадии технологического процесса сборки 17 8. Технологическая карта сборки Обозначение Наименование Оборудование, Профессия и операций и приспособен. квалификация Операц. Переход содержание инструмент. рабочих переходов 1 2 3 4 5 18 ПРИЛОЖЕНИЕ 2 Примеры записи операций и переходов сборки (ГОСТ 3.1703-79) Запись операции и перехода Полная Сокращенная Гнуть деталь, выдерживая Гнуть деталь согласно эскизу размеры 1 и 2 Зачистить буртик 1 от краски Зачистить согласно эскизу Калибровать отверстие 2, выдерКалибровать отверстие 2 живая размер 1 согласно чертежу Маркировать резьбу, Маркировать деталь согласно выдерживая размер 1 эскизу Нарезать резьбу, Нарезать резьбу согласно чертежу выдерживая размер 1 Опилить заготовку, Опилить заготовку согласно выдерживая размеры 1, 2 и 3 чертежу Развернуть отверстие 2, выдержи- Развернуть отверстие 2 согласно вая шероховатость чертежу Разметить деталь, Разметить деталь согласно выдерживая размеры 1, 2 и 3 чертежу Развальцевать поверхность 1, выРазвальцевать поверхность 1 держивая размер 2 согласно чертежу Разрезать заготовку, выдерживая Разрезать заготовку согласно l = 20 мм, d = 35 мм эскизу Разобрать изделие Разобрать изделие согласно (позиции 1, 2, 3) чертежу Сверлить отверстие, Сверлить отверстие согласно выдерживая размеры 1 и 2 чертежу Свинтить детали 1 и 3, Свинтить детали 1 и 3 согласно выдерживая размер 1 чертежу Собрать детали 2 и 5, Собрать детали 2 и 5 согласно выдерживая размер 1, чертежу обеспечивая герметичность Установить деталь, Установить деталь согласно о выдерживая угол 15 чертежу Шабрить поверхность 1 Шабрить поверхность 1 согласно с точностью 8–10 пятен эскизу 19