ДЗ№11
advertisement

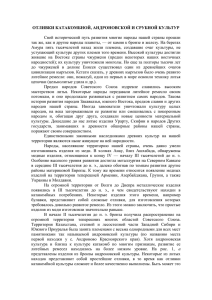
Московский государственный технический университет имени Н.Э. Баумана Кафедра «Технологии приборостроения» Домашнее задание ПРОЕКТИРОВАНИЕ ОТЛИВКИ по дисциплине «Технология приборостроения» (Основные методы формообразования деталей) Выполнил: студент гр. ИУ1-41 Мжельский П.В. Вариант: 15.01 Москва, 2006 Задание: Спроектировать отливку в следующей последовательности: 1. Обосновать выбор марки литейного сплава. 2. Завершить конструкцию отливки с указанием координирующих размеров и взаимного расположения поверхностей. 3. Выбрать и обосновать положение отливки в форме с указанием плоскости разъема формы и выбором принципа затвердевания расплава направленного или одновременного. 4. Обосновать и рассчитать технологические элементы конструкции отливки - уклоны, ребра жесткости, радиусы сопряжения, минимальную толщину стенки, плавные изменения толщины стенки, минимально достижимые диаметры отверстий. 5. Определить поверхности и допуски на размеры, требующие последующей обработки. 6. Оформить окончательный чертеж отливки, полученной по принципу направленного затвердевания или одновременного затвердевания, с указанием всех необходимых размеров, допусков на них и шероховатости поверхности. Исходные данные: Метод литья Принцип затвердевания Материал Размер А, мм Шероховатость Rz, мм Неуказанные предельные отклонения Относительное удлинение при разрыве δ Предел прочности σвр ВМ направленное, одновременное сталь 15 80 IT14 <16% >500 МПа Отчет 1) Выберем марку стали, механические свойства которой будут удовлетворять заданным функциональным свойствам: δ< 16% и σвр>500 МПа. Из таблицы «Механические свойства сплавов» наиболее подходящим являются легированные стали после закалки и отпуска 27ГЛ, 30ГСЛ, 40ХЛ. Эти сплавы имеют следующие значения параметров механических свойств: σвр , МПа 650 σ0,2, МПа 400-500 δ, % 10-14 НВ, МПа 1800-2290 2) Заданный размер А не может быть равным 15мм, что хорошо видно из чертежа. Зададим этот размер исходя из чертежа и заданных прочих размеров. Таким образом получим, что А равен 37,5мм. Для завершения конструкции отливки соединим основания двух параллелепипедов 20×20 и одного 15×15 базой с образованием ступеньки так как параллелепипед 15×15 сдвинут относительно двух других. Ступенька будет соединяться непосредственно с параллелепипедом 15×15 дабы сохранить «запрещенную» зону. 3) Отливка будет иметь достаточно не большой разброс толщины стенок (3...7мм), в силу этого будем использовать принцип одновременного затвердевания расплава. Форму для метода выплавляемых моделей делают не разъемной, однако же саму модель сначала изготовляют в пресс-форме которая в свою очередь будет иметь линию разъема и причем одну 4) При литье методом выплавляемых моделей минимально достижимый диаметр dmin отверстия равен 3мм, что нам вполне подходит (минимальный диаметр в заданной отливке - 8мм). Для двух отверстий 14Н8 длина l=50, т.е l>3d. Поэтому отверстие выполним с перемычкой в 3 мм, которую потом устраним механической обработкой. Возьмем самые худшие показатели для данного метода литья: IT=12, Rz=60мкм. По таблице «Припуск на механическую обработку отверстия на сторону» величина припуска должна составлять 1,2..2,0мм на сторону. Взяв максимальное значение, имеем общий припуск в 4 мм, а значит, диаметр должен составлять 14 - 4=10мм. Полученное значение больше минимального диаметра и следовательно данный метод литья пригоден. Литейные уклоны при методе ВМ назначим 20' - минимально допустимые по таблице для высоты отливки – 50мм. Предусмотрим радиусы сопряжения r только для плавного перехода параллелепипедов в базу. Рассчитаем его для литья методом выплавляемых моделей по формуле, приняв коэффициент r = 5: r=(4+5)/5=1,8 Округлим это значение до ближайшего целого числа, соответствующего радиусу стандартной фрезы r = 2 Минимальная толщина стенки по таблице равна 1мм. В нашем случае самая тонкая стенка равна 3мм – это перегородка в отверстии. Но ее качество нам совершенно не важно, потому что она удаляется на последующих стадиях изготовления. 5) Напомним себе качество получающейся отливки (взяв наихудшие значения параметров): Квалитет точности IT 12 Шероховатость Rz, мкм 60 Сравнивая эти значения с требуемыми, определяем, что не выполняется точность боковых поверхностей параллелепипедов, а также размеры отверстий 14Н8 (для которых припуск найден в пункте 4). Назначим для этих величин припуски. Высота параллелепипеда 15×15 требует квалитета точности IT=10 и будет пересчитана с использованием таблицы «Допуски линейных размеров». Для размера h=30 мм находим допуск в 0,28мм, и для данного допуска для 2-го ряда определяем припуск в 1,2мм. Округлим его до 1,5мм. Имеем h=31,5мм Для параллелепипедов 20×20 требуется дополнительная обработка одной из боковых поверхностей, аналогично предыдущему случаю получим припуск в 1,2мм (взят 2-ый ряд припусков). Округлим его до 1,5мм. В итоге получим параллелепипеды 20×21,5. Для остальных же поверхностей качество получаемое данным методом литья (худший показатель IT=12) будет достаточно. Положение модели в пресс-форме и направление заливки расплава Исходный чертеж: 1) 2) 3) 4) Дисциплина ТПС Выполнил Проверил Технические требования Предельные отклонения по IT=12. σвр =650 МПа; δ=10..12%. Радиусы сопряжения 2мм. Литейные уклоны 20'. Материал Сталь 40ХЛ Метод литья ВМ Проектирование отливки Вариант (одновременное затвердевание) 15 Мжельский П.В. МГТУ им. Баумана Группа ИУ1-41 Данилов И.И.